Joseph
H. Hotchkiss
Carbonated Milk
Carbonated Milk
http://www.textfiles.com/bbs/KEELYNET/BIOLOGY/co2milk.asc
Milk
Kept Fresh In The Fridge For Months? Yes!
Imagine milk kept fresh in the refrigerator for months. Far-fetched? Not at all, say Cornell University food scientists, who believe they have a way to keep dairy products fresh and fortified for several months -carbonation, the same kind added to carbonated drinks, but at lower levels.
"This will further enhance the safety of refrigerated, pasteurized milk by ensuring that pathogenic bacteria will not grow," said Joseph H. Hotchkiss, Cornell professor of food science. He and colleagues previously demonstrated that dissolved CO2 can extend the shelf life of cottage cheese by about 200 percent. Modified milk has been found to last more than two months in a refrigerator, and it still tastes fresh and contains no dangerous bacteria.
While carbonation has been used in soda for more than a century, the process has not been applied to milk because the microbial activity of low amounts was unknown and because the carbonation would dissipate in milk cartons. Further, the method for inserting the carbonation was not efficient. Thanks to advanced packaging technologies and more efficient carbonation processes, a new style of fortified milk now is possible.
Consumers needn't worry that milk now will start tasting like soda: the amount of carbonation injected into the milk is below the threshold of taste detection, according to Hotchkiss, but it is enough to stave off harmful bacteria. "How much CO2 must be added depends on a number of factors," he said. "The upper limit is the amount which can be tasted in the fluid milk. The lower limit depends on the desired shelf life and degree of barrier in the package."
The research was reported in an article, "Modified Atmosphere Packaging of Fluid Dairy Foods for Consumer and Institutional Markets," as part of the 1995 annual report of the Northeast Dairy Foods Research Center, the group that funded the study.
"The amount of CO2 used is very small. The equipment to store and add the CO2 are relatively simple, and they are a one-time cost," Hotchkiss said. "The largest cost generally is in the improved packaging materials and equipment. Longer shelf life requires better carton barriers, which cost more."
While the technology used to insert the CO2 was tested in the cottage cheese industry, the cartons to contain the fortified milk are made for the orange juice industry. Thanks to ethylene vinyl alcohol (EVOH) coated cartons, Hotchkiss believes that fluid milk will be able to maintain the carbonation.
"Right now, it's our barrier of choice," he said. "Whether consumers accept this new technology or not will be settled in the marketplace." The technology could have far-reaching effects beyond the grocer's shelves. Hotchkiss said that fluid milk carbonation might have uses during the transport of raw milk over long distances. In some parts of the country, during the summer in Florida for example, milk is imported from northern states because Florida's heat severely reduces dairy production. Injecting CO2 into raw milk before it is processed improves the chances that the milk arrives safely.
A process like this could mark a significant shift in how consumers regard milk. About 11 percent of consumers' total food expenditures are for dairy products, according to the report. "Consumers demand high quality, and they are sensitive to quality defects when purchasing dairy products. Off-flavors are easily detected, especially in fluid milk," Hotchkiss said. "Adding CO2 is an economical way to extend the shelf life and improve the quality of perishable foods in home storage as well as in retail distribution."
http://www.foodtechsource.com/emag/001/trend.htm
Joseph
H. Hotchkiss, Ph.D. -- The Guru of Active Packaging

Professor Joseph Hotchkiss is one of the nation’s leading experts in the relatively new field of active food packaging. Director of Graduate Studies in the Field of Food Science and Technology at Cornell University, Hotchkiss’ research efforts focus on the introduction of biotechnology to food packaging in order to improve the quality, taste and/or safety of the product within. Among the most recent successes of Hotchkiss’ research team: the development of a juice container that removes the bitterness from grapefruit juice while the product is enroute to the grocer’s shelf...
http://onlinelibrary.wiley.com/doi/10.1111/j.1541-4337.2006.00008.x/pdf
DOI: 10.1111/j.1541-4337.2006.00008.x
Addition
of Carbon Dioxide to Dairy Products to Improve Quality: A
Comprehensive Review
Abstract
Changes in distribution patterns and demand for increased food quality have resulted in a desire to improve the shelf life of nonsterile dairy products. Refrigerated shelf life extension typically requires, at a minimum, reductions in the growth rate of spoilage microorganisms and subsequent product deterioration. Reducing initial bacterial loads, increasing pasteurization regimes, and reducing postprocessing contamination have all been employed with measured success. The use of antimicrobial additives has been discouraged primarily due to labeling requirements and perceived toxicity risks. Carbon dioxide (CO2) is a naturally occurring milk component and inhibitory toward select dairy spoilage microorganisms; however, the precise mechanism is not fully understood. CO2 addition through modified atmosphere packaging or direct injection as a cost-effective shelf life extension strategy is used commercially worldwide for some dairy products and is being considered for others as well. New CO2 technologies are being developed for improvements in the shelf life, quality, and yield of a diversity of dairy products, including raw and pasteurized milk, cheeses, cottage cheese, yogurt, and fermented dairy beverages. Here we present a comprehensive review of past and present research related to quality improvement of such dairy products using CO2.
Microbiological Effects of Carbon Dioxide
Milk and dairy products are excellent growth media for pathogenic and spoilage microorganisms, hence the major (but not only) mechanisms of the deterioration of dairy foods are directly or indirectly microbiological (Muir 1996a, 1996b, 1996c). The composition of most dairy products provides a favorable physical and chemical environment for the growth and propagation of a broad spectrum of microorganisms. Microbiological deterioration of refrigerated raw and pasteurized milk, cottage cheese, and similar products is often caused by the growth of psychrotrophic gram-negative bacteria species (Pseudomonas, Acinetobacter, Flavobacterium, Enterobacter, Klebsiella, Aerobacter, Escherichia, Serratia, Proteus, Aeromonas, and Alcaligenes), yeasts, and molds (Geotrichum, Scopulariopsis, Mucor, Alternaria and Penicillium) (Ternstrom and others 1993; Jay 2000; Boor and Murphy 2002;Chambers 2002), resulting in flavor, textural, and visual spoilage. In a study of pasteurized milk samples from 3 commercial dairy plants, Fromm and Boor (2004) identified the heat-resistant psychrotrophic gram-positive rods Paenibacillus, Bacillus, and Microbacterium as the predominant spoilage organisms. It has been estimated that 25% of all milk shelf life problems are due to thermoduric psychrotrophs, primarily Bacillus spp. (Ternstrom and others 1993; Sorhaug and Stepaniak 1997). These organisms produce extracellular protease and lipase activity, which reduces the functionality of milk proteins, and often produce undesirable aromas, many of which can be described as “fruity.” Gram-positive organisms, particularly those producing lactic and acetic acids, can spoil dairy foods, but the numbers of organisms required are generally higher than for gram-negative bacteria and the changes can be less noticeable. The growth of heat-resistant lactic acid-producing cocci is responsible for the depression of pasteurized milk pH to the point where curdling occurs (Jay 2000).
Over the last 4 decades several investigators have demonstrated that adding CO2 to the atmosphere surrounding a product reduces the rate of growth of many food spoilage and pathogenic microorganisms (Farber 1991; Hanlin and others 1995; Devlieghere and others 1998; Devlieghere and Debevere 2000). The largest inhibition occurs with gram-negative psychrotrophs, particularly Pseudomonas spp., and the least inhibition effect generally observed with gram-positive psychrotrophs, particularly Lactobacillus spp. (King and Nagel 1967, 1975; Molin 1983; Hendricks and Hotchkiss 1997). Factors such as species, substrate, and CO2 concentration influence the effect on pathogenic psychrotrophs (Bennik and others 1995).
There are at least 3 general mechanisms by which CO2 inhibits microorganisms. The 1st and simplest is by the displacement of O2. The 2nd mechanism is a lowering of the pH in the medium or food due to the dissolution of CO2 and formation of carbonic acid in the aqueous phase of the food in the following equilibrium (Butler 1982):
The 3rd mechanism is a direct effect on the metabolism of microorganisms as opposed to the indirect effects of pH reduction and displacement of O2 (Daniels and others 1985).
Several reports on the effect of CO2 on microbial growth and survival have appeared in recent years. The most common experimental design in defined media replaces some portion of the air surrounding the growth media with CO2. Unfortunately, the media has not always been buffered to negate large shifts in pH due to CO2 dissolution and formation of carbonic acid in the media, so it is unclear if the effect is simply due to a reduction in pH or if CO2 has an inhibitory effect not associated with reduced pH. Furthermore, these experiments are often conducted in film pouches that allow permeation of both O2 and CO2 and the composition of the atmospheric changes over the course of the experiment. Microbial and/or fruit and vegetable respiration also contributes to the atmospheric changes. Thus, the relative importance of each of these factors in inhibiting growth or respiration may not be apparent due to several factors changing at the same time.
The effects of CO2-modified atmospheres on the growth of Pseudomonas fluorescens and Listeria monocytogenes in highly buffered nutrient solution under either constant O2 (20%) and varying concentrations of CO2 (0 to 80%) or constant CO2 (20%) and varying concentrations of O2 (0 to 40%) (balance N2) have been investigated. Bacterial suspensions were incubated at 7 °C under a continuous flowing atmosphere of each gas mixture in order to better understand the relative significance of pH, O2 depletion, and direct effects of CO2 on growth (Hendricks and Hotchkiss 1997). The results showed that CO2 suppresses growth, even when the amount of O2 in the atmosphere is held constant at 20% and the media does not change pH. This agrees with previous workers who concluded that CO2 directly inhibits microbial growth in dairy products as opposed to the indirect effects of pH and O2 displacement (King and Mabbitt 1982). Using empirical data and modeling, Devlieghere and others (1998) have concluded that the main variable controlling microbial growth in modified atmosphere packaging (MAP) is the dissolved CO2 concentration.
While these experiments show that CO2 has a direct effect on the metabolic processes of certain microorganisms, the mechanism through which this effect is manifested is not well characterized. There is evidence to support at least 3 mechanisms, including changes in membrane fluidity due to CO2 dissolution (Sears and Eisenberg 1961), reductions in intracellular pH, and direct inhibition of metabolic pathways, including decarboxylation reactions and DNA replication (Dixon and Kell 1989; Hong and Pyun 2001).
Because CO2 is highly soluble in hydrophobic materials such as lipids, it may be that the CO2 concentrates in the lipid bacterial cell membrane, disrupting the physiochemical properties of the membrane. It may also be that the lipophilic nature of CO2 allows it to pass through membranes and concentrate inside the cell, lowering intracellular pH. Intracellular CO2 could stimulate “futile cycles”; carboxylation and decarboxylation reactions, which are common to all cells, could be stimulated without beneficial outcomes, resulting in a net energy expenditure and loss of ATP. Lastly, CO2 may interfere directly with required enzymatic processes within cells, including gene expression (Stretton and others 1996; Stretton and Goodman 1998).
CO2 Processing and Packaging Technology
Modified atmosphere packaging compared to direct addition of CO2
One of several general approaches to extending the shelf life of refrigerated nonsterile food products is MAP technology (Farber and Dodds 1995). MAP is defined as the replacement of the headspace gas surrounding a food product with a gas mixture different from air. The objective of this technology is to slow the growth of spoilage microorganisms and/or inhibit senescence and respiration of fruits and vegetables. MAP has become widely practiced in food storage and distribution (Brody 1995). In addition to altering the gas composition surrounding the food, a barrier packaging material is often employed to retard the dissipation of the modified atmosphere through the package material. The shelf life of MAP products often directly correlates with the barrier properties of the package. Unfortunately, higher barrier materials are more costly and a cost-benefit trade-off must be determined. Surrounding a food with a gas mixture is an indirect method of adding the gas to the product due to solubilization of the gas in the water phase. This is particularly true for CO2, which dissolves rapidly in foods and can create a vacuum inside of rigid packages containing high moisture foods (Parry 1993).
MAP of dairy products, including cottage cheese and fluid milk, has been reported to retard microbial growth (Kosikowski and Brown 1973; Mannheim and Soffer 1996) but requires substantial changes in the form of the traditional package. In most cases, packaged dairy foods do not have sufficient headspace to serve as a reservoir for the active gases (for example, CO2) and insufficient CO2 may be available to retard microbial growth. In the case of dairy products, MAP may not provide sufficient control and the shelf life of the product may be inconsistent (Moir and others 1993). However, flushing packages with CO2 before sealing is commonly used to inhibit mold growth in certain cheeses (Farkye and Vedamuthu 2002).
The direct injection of 5.68 to 22.7 mM CO21 directly into products coupled with high barrier packaging has been developed as a method to inhibit undesirable microorganisms in dairy products and thus extend shelf life (Chen and Hotchkiss 1991a, 1991b). Liquefied or compressed CO2 gas can be incorporated directly into a flowing stream of product via a gas-sparging unit, a process commercially practiced in several areas of the world. The device that is most often employed consists of a sintered stainless steel frit with porosity in the range of 7 to 30 μm. The process has been termed “direct addition of carbon dioxide” in order to distinguish it from conventional MAP. The net effect is similar to MAP; the gas is added to the product for the purpose of increasing shelf life by inhibiting microbial activity. The cost of the addition of CO2 to dairy foods via this method is generally economically feasible, and the incorporation of CO2 typically occurs within the normal stream of product in a production system. Only a minimal one-time investment is required for equipment, and the cost of CO2 gas is low; the most significant and recurring cost involved is in barrier packaging.
Several authors have pointed out that in extending shelf life, atmospheric CO2 first dissolves in the undissociated form into the liquid phase of the product before inhibiting respiratory and microbial systems (Barnett and others 1971; Daniels and others 1985). Thus, CO2 in the atmosphere in MAP is not the effective agent per se in the inhibition of microorganisms. The CO2 must first dissolve into the product and eventually into microbial cells. The amount of CO2 dissolved in water is governed by the partial pressure of the CO2 above the water as well as the amount of CO2 available, which is determined by both the volume of the headspace and the concentration of CO2 in that headspace.
Rather than rely on an equilibrium being established between the headspace in a package and the product, it has been suggested that the direct addition of CO2 into products may result in improved microbial control by ensuring a constant low concentration of dissolved CO2 (Gorski 1996). Henry's law illustrates that as the aqueous concentration of CO2 increases, the partial pressure of CO2 (pCO2) increases accordingly at a fixed temperature. If the temperature of the product is controlled, the concentration of CO2 within the aqueous liquid will remain constant, assuming a closed system and no loss of CO2. This process has advantages over conventional MAP in that no headspace is required and the amount of dissolved CO2 can be carefully controlled.
Fluid whole or reduced fat milk comprises both hydrophilic aqueous and hydrophobic fat portions. Both the temperature at which direct CO2 injection occurs into milk and the milk fat content influence the degree to which CO2 is dissolved in the skim portion of the milk. Ma and Barbano (2003a) looked at freezing point and pH of milk with different fat contents in response to CO2 injection at 0 and 40 °C. Their data showed that at the low injection temperature the CO2 content in the skim portion can be very different between milks having different fat contents. Data also indicated that CO2 injection into milk at low temperatures results in more gas dissolved in the skim portion of the cream, suggesting that the antimicrobial effect of CO2 would be maximized as more of the gas is available in the aqueous phase.
Effect of packaging materials
One of the most important factors affecting the use of direct addition of CO2 to dairy products has been the lack of sufficient barrier in the packaging materials. There is little benefit to adding CO2 to a product if the gas is allowed to dissipate. Packaging is the principal means of preserving the original concentration of CO2 within the product. CO2 has been found to decrease rapidly during storage when dissolved in cottage cheese samples and packaged in conventional polystyrene plastic tubs (Moir and others 1993). The conventional polyolefin tubs used in cottage cheese packaging are highly CO2 permeable and the simple friction closure offers little resistance to outgassing. The CO2 is lost through the gaps between the cover and the tub since the container is not airtight. A solution to this problem is to add a high CO2 barrier foil/polyolefin laminant seal over the opening of a high CO2 barrier tub or shrink-wrapping the standard polystyrene container with a high barrier film (Gorski 1996). Another solution is to package the cottage cheese in high CO2 barrier film pouches. This could also facilitate disposal, especially at an institutional level.
Lee and Hotchkiss (1997) studied the increase in standard plate counts in CO2-modified cottage cheese packaged in 2.3 kg high barrier polymer bags. As expected, the combination of the high barrier bags and the addition of CO2 to the product reduced microbial growth rate and increased shelf life. CO2 concentration did not decrease from initial levels over 29 d of storage, suggesting that the combination of temperature (4 °C) and high barrier material was successful at maintaining the residual CO2 levels.
Safety issues
The safety risks associated with extending the shelf life of a nonsterile food must be understood. With refrigerated products, including MAP or CO2-treated dairy foods, the major risk is that the increased shelf life will allow development of slow-growing pathogenic microorganisms that would not be manifest in products with shorter shelf lives; an additionally important risk is that certain pathogens will be stimulated. Understanding the effects of CO2 on pathogenic psychrotrophs such as L. monocytogenes is of particular importance. CO2 has the added concern that it could, in theory, enhance the outgrowth (germination) of pathogenic spore-forming organisms such as Bacillus cereus and Clostridum botulinum (Dixon and others 1988).
We have investigated the effect of added CO2 on B. cereus and C. botulinum growth and toxigenesis in milk (Glass and others 1999; Werner and Hotchkiss 2002). While CO2 at levels of <20 mM inhibits the growth of selected spoilage organisms and extends refrigerated shelf life, CO2 could influence the risk of botulism from milk. In the latter study (Glass and others 1999), pasteurized 2% fat milk was modified with approximately 0, 9.1, or 18.2 mM CO2 and inoculated with a 10-strain mixture of proteolytic and nonproteolytic C. botulinum spore strains to yield 101 to 102 spores mL-1. The milk was stored at 6.1 °C for 60 d or 21 °C for 6 d in sealed glass jars or high-density polyethylene (HDPE) plastic bottles. Milk stored at 21 °C curdled and exhibited a yogurt-like odor at 2 d and was putrid at 4 d. Botulin was detected in milk containing 9.1 mM CO2 after 4 d and in all treatments after 6 d of storage at 21 °C. All toxic samples were grossly spoiled based on visual evaluation at the time the toxin was detected. Although botulin appeared earlier in milk treated with 9.1 mM CO2 compared to both the 18.2 mM and untreated milk, gross spoilage would act as a deterrent to consumption of toxic milk. No botulin was detected in any treatment stored at 6.1 °C for 60 d. At 6.1 °C, the standard plate counts (SPC) were generally lower in the CO2-treated samples than in controls, with 18.2 mM CO2 milk having the lowest SPC. These data indicate that the low-level addition of CO2 retards spoilage of pasteurized milk at refrigeration temperatures and does not increase the risk of botulism from treated milk stored at refrigeration or abuse temperatures.
We have conducted similar studies of the effects of 11.9 mM CO2 on the growth of B. cereus spores inoculated into sterile homogenized whole milk at 101 and 106 spores mL−1 and stored at 6.1 °C for 35 d (Werner and Hotchkiss 2002). B. cereus counts from CO2-treated and control milk both decreased over 35 d. There was no consistency as to whether the control or test milk was higher in counts. Added CO2 reduced the pH of the milk from an average value of 6.61 to an average value of 6.31; however, this drop did not correlate with changes in any other parameter measured. The data indicated that moderate levels of CO2 neither enhance the outgrowth of B. cereus over long-term storage nor increase the risk of foodborne illness due to the organism.
The effects of CO2 on growth of L. monocytogenes and C. sporogenes in cottage cheese have also been investigated (Chen and Hotchkiss 1993). C. sporogenes did not grow under any conditions tested while L. monocytogenes grew slowly in control cheese at 4 and 7 °C. The addition of CO2 resulted in a slight inhibition of growth of L. monocytogenes. Other workers have shown that the addition of CO2 does not promote growth and is likely to cause a small but significant inhibition. For example, Fedio and others (1994) found that CO2 inhibited growth of L. monocytogenes in cottage cheese.
To our knowledge, no data to date indicate the use of CO2 to extend the keeping quality of dairy products increases the risks from pathogenic microorganisms. The data generated from investigations of L. monocytogenes suggest that CO2 treatment may result in enhanced safety for this pathogen, which has been the causative agent in human disease in which dairy foods were the vehicle.
Carbon Dioxide as a Natural Ingredient of Raw Milk
It has been known for over 100 y that milk as drawn from animals contains significant amounts of dissolved CO2. However, early quantitative data must be viewed with caution, as analytical methods for dissolved gases were less reliable than those more currently employed. Early researchers were interested in how CO2 affects processing (Noll and Supplee 1941), collection (Marshall 1902; Jackson 1936), freezing point (Moore and others 1961; Smith 1964), and the ability to distinguish pasteurized from raw milk (Van Slyke and Baker 1919; Van Slyke and Keeler 1920; Frayer 1941).
Van Slyke and Baker (1919) suggested that a third of the CO2 in milk exists as carbonic acid and two-thirds as bicarbonate. However, modern physical chemistry shows that the fraction of carbonate, bicarbonate, and CO2 ions varies in solution as a function of pH (Daniels and others 1985). In milk at pH 6.3 to 6.5, approximately 88% of CO2 exists as dissolved CO2 gas, 2% as carbonic acid, and the remaining 10% as bicarbonates. At 15 °C, concentrations of CO2 added to raw milk in the range of 0.4 to 33.6 mM lowered the pH from 6.80 to approximately 6.1 (Martin 2002). In autoclaved raw milk similarly amended at lower temperatures (4 °C) with 0 to 35 mM CO2, the pH was lowered from 6.70 to 5.9 (Loss 2001).
The CO2 content of raw milk decreases when milk is exposed to air after milking while O2 and N2 levels increase (Marshall 1902). The loss in CO2 results from gradual equilibration of the milk gas content with that of air, which has a lower atmospheric pCO2. Jackson (1936) suggested that “anaerobically drawn” milk contained 11.1 to 12.5 mM CO2. Noll and Supplee (1941) analyzed 63 samples of mixed raw milk as received at a commercial milk plant, reporting the CO2 level to be 2.0 mM. This agreed with Frayer (1941) who showed that, prior to receipt at the processing plant, there is a significant loss in CO2 from milk. Noll and Supplee (1941) showed that CO2 levels are significantly reduced in several processing steps. Our limited analyses for CO2 content of raw milk from a single local herd using modern methodology averaged 5.5 mM, with a range of 3.9 to 7.5 mM (n= 10 animals) (Lee 1996).
CO2 losses occur during the pasteurization treatment in response to temperature and pressure changes during processing. Smith (1963) found a drop in the CO2 content from 1.6 mM in raw to 0.68 mM in processed milk. The CO2 loss was attributed to the aeration of milk during pumping and nonhermetic storage of milk. Further significant decreases in CO2 were observed for vacuum-treated and pasteurized milk. Moore and others (1961) reported an average loss of CO2 from milk after pasteurization of 72% when a single vacuum chamber was placed after the raw regeneration loop.
Applications of CO2 Addition to Dairy Products
Raw (unpasteurized) milk
Introduction Reports on the use of CO2 at elevated pressures as an antimicrobial agent in milk date back to the turn of the 20th century. Hoffman (1906) reported that the addition of 50 atmospheres2 of CO2 reduced the rate of increase in the microbial counts in milk. While untreated milk curdled within 24 h at room temperature, milk kept under 10 atm of CO2 was not observed to curdle, even after 72 h. Van Slyke and Bosworth (1907) observed that elevated CO2 pressures delayed lactic fermentation. They suggested that the best results in the preservation of milk were secured when newly pasteurized milk or “cleanly drawn” raw milk was treated with CO2 in tanks such as is used in bottling establishments to prepare carbonated drinks. Similar discoveries regarding the relationship between pCO2 and microbial activity in raw milk were reported by other laboratories in the early part of the century (Prucha and others 1922; Donald and others 1924; Valley and Rettger 1927).
Storage and transport More recent investigations have documented the chemical and microbiological effects of low levels of added CO2 in raw milk (Skudra 1983). In a series of pioneering studies, King and Mabbitt (1982), Mabbitt (1982), and Law and Mabbitt (1983) added 10 to 40 mM CO2 to untreated whole and bacteria-inoculated sterilized skim milk stored at 4, 7, and 10 °C for up to 6 d. Increasing CO2 concentrations and decreasing temperatures were shown to inhibit microbial growth rates; these effects were greatest when the 2 parameters were manipulated together. The enhanced effects were most likely due to the combination of reduced growth rate and increased solubility of CO2 as the temperature is lowered. The lower the initial counts in the untreated milk and the lower the holding temperature, the greater the effect. They also demonstrated that the initial microbial quality of the raw milk influences the effect of CO2. The difference between SPC in <4 log cfu mL−1 milk treated with CO2 and the same milk left untreated was as much as 3 log units after 6 d, while the difference between >5 log cfu mL−1 milk treated with CO2 and controls was less than 1 log cycle (Mabbitt and King 1982). Milk with an initial count >5 log cfu mL−1 held at 10 °C demonstrated only a small benefit from CO2. Addition of 20 to 30 mM of CO2 to milk collected from tankers unloading farm milk had approximately 3 log cfu mL−1 fewer counts than untreated milk after 4 d storage at 7 °C. Milk acidified with HCl to the same pH as the CO2-treated milk failed to demonstrate the same degree of microbial inhibition. King and Mabbitt (1982) concluded that the effect was directly due to the presence of CO2, not due to lowering the pH or to the displacement of oxygen. These data indicate that greater benefit from the addition of CO2 is gained in a high-quality product as compared to a poor-quality product.
Roberts and Torrey (1988) inoculated sterile milk with several common proteolytic psychrotrophic bacteria isolated from milk and investigated the effects of 20 to 30 mM CO2 on growth at 7 °C. They found that lag time increased and exponential growth rate decreased in the presence of increasing dissolved CO2 for both inoculated and uninoculated raw milk. There was no evidence that CO2 increased the growth of anaerobic and facultative organisms, including spore formers. They concluded that refrigerated storage of raw milk could be extended 1 to 3 d by the addition of low amounts of CO2. Amigo and others (1995) investigated the effects of “acidification” of inoculated, sterilized, and raw milk as well as the effects on sensory properties; CO2 was used to reduce an initial milk pH of 6.7 to 6.2 and 6.0. Unfortunately, the concentration of CO2 required for these reductions in milk pH was not determined, making it difficult to directly compare results with other studies. CO2 treatment increased generation times and decreased growth rates for several Pseudomonas spp. Sensory evaluation of degassed and pasteurized milk resulted in no detectable differences between treated and untreated samples. Samples that were not degassed scored significantly lower than controls, perhaps due to the tactile sensations associated with higher levels of dissolved CO2.
Espie and Madden (1997) reported the effects of 30 and 45 mM CO2 on the indigenous microbial populations in raw milk stored at 6 °C for up to 7 d. Sample analysis included enumeration of SPC, coliforms, psychrotrophic count, and lactobacillus. All with the exception of lactobacillus demonstrated inhibition with the addition of CO2. The authors concluded that an extension in keeping quality could be achieved by the addition of CO2 to the raw milk.
Martin and others (2003) examined the effects of 0.6 to 61.4 mM CO2 on bacterial growth in both raw and inoculated sterile milks during storage at 15 °C and found that these concentrations significantly inhibited the growth of raw milk bacteria. SPC of natural populations in raw milk and populations of Pseudomonas fluorescens, Bacillus cereus, Escherichia coli, Listeria monocytogenes, Enterococcus faecalis, and Bacillus licheniformis in inoculated sterile milk were examined. For raw milk SPC, as CO2 concentrations increased, the time to maximum growth and lag time increased while the growth rate decreased. For each specific microorganism studied, CO2 reduced the growth rate, with a greater effect toward gram-negative than toward gram-positive bacteria. The lag time for P. fluorescens incubated with 0.4 mM CO2 was 3.3 h compared to 26.1 h with 46.3 mM CO2. Similar effects were noted for L. monocytogenes. For B. cereus, slight decreases in growth rate and no change in lag time were noted with increasing CO2 concentration; the growth rate of B. licheniformis did not change while the lag time increased. These results show that, even at above-refrigeration temperatures, CO2 can reduce the growth of milk pathogens and spoilage organisms.
Rajagopal and others (2005) examined microbial growth in aged and fresh raw milks from a single herd after treatment with 68 to 689 kPa CO2 at 5, 6.1, 10, and 20 °C, and storage for up to 9 d, parameters that did not result in protein precipitation. All treatments significantly reduced raw milk SPC, even those incorporating above-refrigeration temperatures. At the highest CO2 pressure, a reduction in SPC, total gram-negative bacteria, and lactobacillus were measured at the end of storage. At 6.1 °C, the time to reach 4.30 log cfu mL-1 increased by 4 d as compared to the untreated control. Coliform levels remained unchanged in these treated samples while levels doubled in the control milk. The level of thermoduric bacteria was significantly lower after 9 d in the treated milk than in the control milk. In the United States, the Pasteurized Milk Ordinance (PMO) Grade A regulations specify an upper SPC limit for raw milk prior to pasteurization of 5 log cfu mL−1 (U.S. Department of Health and Human Services 1999); at 6.1 °C, this limit was reached in the control milk before 4 d of storage while this limit was not reached in 689 kPa CO2-treated milk until day 8. These data suggest that pressurized CO2 might be an effective method of preserving raw bulk milk, adding to storage shelf life and overall milk quality.
A scaled-up field application trial of this work by our research group (unpublished data) supports these laboratory data, by preliminarily showing that application to 18,900 L raw bulk milk of 45 mM CO2 under pressures of 138 to 345 kPa can significantly extend storage time. Milk was stored in a stainless steel liquid bulk tank used for rail shipment under ambient (20 to 25 °C) conditions outdoors. The temperature of the milk loaded was initially 2 °C, which slowly increased to about 10 °C by day 14 of storage. Standard plate count analysis shows that the treated milk did not reach the PMO quality limit until day 14, 4 d longer than that for the control milk, suggesting that moderate CO2 pressures can be an effective method of storing bulk raw milk and extending possible transport time.
ProcessingCalvo and De Rafael (1995) suggested that CO2 should be removed prior to pasteurization to minimize buildup of deposits on the walls of the pasteurizer. Beaulieu and others (1999) showed that in a model milk system, increasing soluble protein content and decreasing pH increases aggregation of caseins under HTST pasteurization temperatures, a condition that could result in the fouling of heat processing equipment. The pH of milk treated with 0 to 54 mM CO2 during pasteurization was found to decrease in response to increases in pressure and in CO2 concentration; at a fixed CO2 concentration, the effect of pressure on decreasing milk pH was greater at higher temperature treatments, while at a fixed temperature, the effect of pressure on decreasing milk pH was greater at higher CO2 treatment concentrations (Ma and Barbano 2003c). Ma and others (2001) found that pH depression caused by modification of milk with up to 23 mM of CO2 could be reversed by vacuum removal of CO2. At 80 °C and 345 kPa pressure, the pH of 55 mM CO2-modified milk can be as low as 5.63; thus, pasteurization temperatures and pressures as well as the initial CO2 content of milk are important factors to regulate to prevent milk degradation during pasteurization (Ma and Barbano 2003c). If these factors are modulated, CO2 may be used as a processing aid during pasteurization to increase microbial kill. Loss (2001) showed that increasing concentrations of dissolved CO2 in raw milk between 1 and 36 mM linearily decreased the decimal reduction time at 50 °C (D50 values) for P. fluorescens, and CO2 concentrations of 44 to 58 mM significantly reduced the z value for SPC (63 to 93 °C). A more comprehensive review of the bactericidal effects of dissolved CO2 during pasteurization has been prepared by Loss and Hotchkiss (2003).
If left in the milk postpasteurization, 23 mM CO2 was not found to significantly impact antibiotic residue, freezing point, infrared milk component, or alkaline phosphatase tests, important analysis used in the United States to determine antibiotic contamination, water adulteration, protein/fat/lactose content, and effectiveness of pasteurization in reducing microbial load (respectively) of fluid milk (Ma and others 2001). Ruas-Madiedo and others (1996) reported the results of a pilot-scale study in which sufficient CO2 was added to 200-L batches of raw milk to lower the pH to 6.0 or 6.2 (CO2 concentrations not reported). The milk was held at 4 °C for 4 d, vacuum treated to remove residual CO2, and pasteurized. The milk samples were evaluated organoleptically, microbiologically, and chemically. Neither caseins nor whey proteins were affected by the combined treatment of CO2 addition, vacuuming, and pasteurization. Generally, the organic acid content of the milk was not different, with the exception of lactic acid, which was slightly lower in CO2-treated milk. The volatile organic compound concentration of the treated product was lower, presumably because of lower microbial activity. No significant differences in sensory properties were detected. The only major difference was that the CO2-treated milk had lower coliform, psychrotrophic, proteolytic psychrotrophic, and lipolytic psychrotrophic counts compared to untreated raw milk after 4 d of storage. The authors concluded that CO2 could be added to raw milk to inhibit microbiological deterioration during storage and easily removed during processing without detrimental effects. Later, this same group and others reported that the additional shelf life gained by the addition of CO2 did not affect fat- or water-soluble vitamin (Ruas-Madiedo, Bada, and others 1998a, 1998b) or free monosaccharide (Ruas-Madiedo and others 2000) content of raw milk.
The effects of direct addition of CO2 to raw milk on milk quality after CO2 removal and pasteurization have been recently investigated (Thongoupakarn 2001). Carbon dioxide (14.8 to 22.7 mM) was added to raw milk, which was held at 4 °C for up to 10 d before CO2 removal and subsequent HTST pasteurization and storage at 6 °C for 30 d in HDPE plastic bottles. Raw and pasteurized milks were assayed for SPC, gram-negative psychrotroph counts (Gm–), proteolysis, lipolysis, and pH. The percentage of casein nitrogen over total nitrogen (CN/TN) was used as an index for proteolysis, while acid degree value (ADV) was used as an index for lipolysis.
CO2-treated raw milk had lower microbial counts prior to pasteurization, exhibiting lower growth rate and longer lag phase after pasteurization than non-CO2-treated milk. The degree of proteolysis and lipolysis of pasteurized milk was also reduced by CO2 addition. The differences in ADV and casein content of CO2-treated pasteurized milk as compared to non-CO2-treated pasteurized milk were greatest for raw milk, which had reached SPC values of >6 log cfu mL−1 prior to pasteurization (those stored raw for 10 d). The time to reach SPC of 6 log cfu mL−1 postpasteurization was also affected by CO2 treatment. Similarly, Ma and others (2003) showed that raw milk stored under 34 mM CO2 at 4 °C resulted in reduced growth of milk bacteria and subsequent reduced overall proteolysis and lipolysis.
It is clear that the addition of CO2 to milk retards the growth of selected psychrotrophic gram-negative organisms as well as the deterioration of raw milk stored under refrigeration. Moreover, inhibition of microorganisms in raw milk improves the overall quality of pasteurized milk. While the use of CO2 in refrigerated raw milk has been investigated, less work has focused on the potential effects of CO2 on raw milk held at temperatures above normal refrigeration temperatures (7 to 10 °C) or under changing temperature conditions experienced during bulk transport. While the inhibitory effects of CO2 are diminished as the temperature increases, relatively small reductions in growth rates could be important for raw milk that is not adequately refrigerated. CO2 addition could be a low-cost means for improving milk quality in regions where low-temperature refrigeration is inadequate. Rashed and others (1986) reported that CO2 had little effect on raw milk held at 20 °C compared to storage at 7 °C. However, the initial bacterial counts in the raw milk were high (approximately 106 cfu mL−1) and it is possible that lower initial counts would have resulted in a significant difference in growth rates.
CO2 removal CO2 removal from raw milk immediately prior to pasteurization is feasible by applying vacuum treatment. Such equipment is commercially available; for example, the Feldmeier Aro-Vac (Syracuse, N.Y.), to remove off-flavors or to deaerate milk. Moore and others (1961) used commercially available nonsteam flavor removal equipment to degas CO2-treated raw milk prior to HTST pasteurization. Ruas-Madiedo, Bada-Gancedo, and others (1996) constructed a pilot-scale pasteurizer and vacuum degassifier system to remove CO2 prior to subsequent HTST pasteurization. Raw milk was modified with CO2 (quantities not reported) to reduce the milk pH to levels between 5.9 and 6.3. CO2- treated raw milk was first heated to 55 to 60 °C in a plate-pasteurizer, pumped into a secondary tank where a 300-mmHg vacuum was applied, pumped into another plate pasteurizer for a HTST treatment of 72 °C/15 sec, and finally cooled to 38 °C. Gevaudan and others (1996) applied 5.8 mmHg vacuum at room temperature to remove CO2 from milk that had been similarly acidified. In the Bada-Gancedo and others (1996) study, analysis of the milk before and after pasteurization showed little difference in terms of sensory and biochemical properties. Similarly, results obtained from by Amigo and others (1995) showed that sensory properties of CO2-treated milk after degasification and pasteurization were no different than for untreated pasteurized milk. Recent research reports laboratory-scale vacuum treatments combined with mild heating for the effective removal of CO2 from raw milk (Ma and others 2001; Santos and others 2003; Rajagopal and others 2005).
Other methods have been used to successfully degasify CO2-treated raw milk prior to pasteurization. In an early study (Noll and Supplee 1941), it was found that gas flushing, vacuum treatment, or the treatments in combination were effective in removing low levels of CO2. More recently, Thongoupakarn (2002) used a flowing stream of nitrogen gas immediately prior to HTST pasteurization to reduce CO2 levels from 14 to 19 mM to 1 to 2 mM. Rajagopal and others (2005) used a combination of depressurization and mild temperatures (30 to 35 °C) to degas CO2 amended milks.
Pasteurized milk
The feasibility of using direct addition of CO2 to pasteurized milk for shelf life extension has not been extensively investigated, probably due to the assumption that added CO2 would detrimentally affect the organoleptic quality of milk (King and Mabbitt 1982). However, preliminary work has suggested that the levels of CO2 below the organoleptic threshold are inhibitory for selected microbial growth (Shipe and others 1982; Duthie 1985; Duthie and others 1985). Carbon dioxide levels of 1.81 to 3.18 mM in full-fat pasteurized milk stored in paperboard cartons at 6 °C for up to 14 d improved keeping quality. Trained sensory panelists found no difference between the control (no CO2) and CO2-treated milk prior to 14 d. However, at day 14 the highest CO2-treated samples scored significantly higher than untreated milk. Psychrotrophic and total bacterial counts were similarly lower in treated samples. Control milk coagulated during testing while the treated samples did not. The sensory threshold for CO2 in this work was 740 mg L−1, which was above the highest CO2 level tested. These preliminary data suggested that the addition of CO2 to pasteurized milk could significantly improve keeping quality (Duthie and others 1985).
The use of CO2 in pasteurized milk has been investigated in more detail. Work with inoculated milk packaged in pouches with different CO2 barrier properties showed that the addition of low levels of CO2 inhibits the growth of psychrotrophic microorganisms and provides a moderate extension of shelf life (Chen and others 1992; Hotchkiss and others 1998). Lag-phase extension, growth rate reduction, and maximum bacterial counts in 0 to 21.5 mM CO2-treated inoculated whole milk increased directly with increasing CO2 content. The inhibitory effect of CO2 was greater at 4 °C than at 7 °C.
Cheeses
CO2 and storage Hard and semi-hard cheeses, such as cheddar, are commonly packed in 100% CO2 or mixtures of CO2–N2 using horizontal form-fill-seal (FFS) pouch-pack equipment. MAP cheese packed in polypropylene film has a shelf life of up to 4 wk, compared to only 14 to 15 d when packaged under normal conditions. The major effect of CO2 on these cheeses is the inhibition of surface mold growth (Maniar and others 1994), although high CO2 MAP atmospheres have been shown to inhibit growth of lactic and mesophilic bacteria as well as that of molds and yeasts on shredded mozzarella cheese (Eliot and others 1998). CO2 acts both directly on molds and by indirectly displacing O2; molds have an absolute requirement for O2. Vacuum packaging does not remove all of the O2 and thus mold and yeast growth can still occur (Hocking and Faedo 1992), particularly in regions of the food product–packaging interface where package wrinkling occurs. MAP with reduced O2 combined with increased CO2 concentration will allow mold growth but at a substantially reduced rate, thus extending shelf life. CO2 also is absorbed into the cheese and creates a vacuum within the pouch. Sliced and grated cheeses can be pillow-packed under MAP (Fierheller 1991). The gas mixture typically used is 70% N2:30% CO2 to inhibit mold growth, to keep the package from collapsing around the shreds, and to prevent shred matting (Parry 1993). In this case, the N2 acts as filler to prevent package collapse and formation of a vacuum as the CO2 is absorbed. Alves and others (1996) have compared 100% N2 and 100% CO2 with 50% N2:50% CO2 for packaging sliced mozzarella cheese in high-barrier laminated films. They reported that atmospheres of ≥50% CO2 were more effective than air or 100% N2 in improving shelf life of sliced mozzarella cheese. Atmospheres of 100% N2 had only a minor effect on sensory shelf life but atmospheres of 100% CO2 increased shelf life by 385%. Molds, yeast, and psychrotrophic bacteria were all inhibited by the 100% CO2. Eliot and others (1998) found similar benefits of CO2 in shredded mozzarella cheese. Gonzalez-Fandos and others (2000) recently demonstrated that packaging in 50% CO2:50% N2 or 40% CO2:60% N2 effectively inhibited undesirable chemical and microbiological changes in cheese and extended shelf life. Juric and others (2003), however, found that packaging atmospheres of 100% CO2 resulted in undesirable changes in texture and flavor of sliced Samso cheese stored under light. Elevated CO2 packaged cheese became dry and crumbly, and developed off-flavors, colors, and aromas due to increased photooxidation.
CO2 and cheese manufacture The effect of CO2 treatment of raw milk intended for manufacturing cheese has been investigated. Calvo and others (1993) found that acidification of raw milk with CO2 to pH between 6.0 and 6.5 reduced psychrotrophic bacteria counts, resulting in improved cheese yields. However, the differences were small and the initial microbial counts were in the range of 105 to 107 cfu mL−1 in the controls, making it unclear if similar results would been seen with lower initial counts. Other studies (Ruas-Madiedo, Alonso, and others 1998; Ruas-Madiedo, Bada Gancedo, and others 1998) looked at milk of lower microbial load and found that cheese yields from CO2-treated and -untreated stored milk did not differ significantly. In poor quality milk, however, yield of the control milk was significantly less than yield achieved in the CO2-treated milk. In this study, CO2 was removed prior to cheese making, and the cheese was acid coagulated. McCarney and others (1995) have also investigated the effects of CO2 addition to milk used to make cheese. They concluded that the addition of 30 mM of CO2 reduced the time to reach psychrotrophic counts of 106 cfu mL−1 and that this in turn improved grading scores. The cheese made from CO2-treated milk showed fewer products of casein and lipid breakdown, presumably due to reduced proteolytic and lipolytic activity. Montilla and others (1995) showed a 75% reduction in the amount of rennet necessary for coagulation along with a small reduction in proteolysis in cheeses made with CO2-treated milk. The effect of CO2 on cheese yield was not clear from the data. There was no significant difference in the organoleptic properties of the cheeses. The authors suggested that use of CO2-treated milk would not have detrimental effects on cheese properties or yield and would extend the keeping quality of the raw milk.
In a later study, Ruas-Madiedo and others (2002) examined the effect of CO2 addition to raw milk on the manufacture of rennet-coagulated Spanish hard cheeses, both made from pasteurized milk and aged for 30 d and from a 90:10 mixture of raw milk from cows and ewes and aged 75 d. CO2 was removed from raw milk prior to pasteurization and/or the cheese-making process. Compared to cheese made with pasteurized milk, CO2-treated milk showed slower initial growth of lactic acid bacteria with lower levels of acids. Compared to cheeses made from unpasteurized milk, both CO2-treated cheeses exhibited no change in volatile compound production, a reduction in clotting time, a higher cheese yield, and an increase in cheese hardness. In a later study (Ruas-Madiedo and others 2003) the group extended this work by examining the effects of the treatments on proteolysis. Cheeses made from CO2-treated milk exhibited lower amounts of hydrophilic peptides and no change in hydrophobic peptides at the end of ripening. β-casein breakdown was not affected while αs1-casein breakdown was enhanced during aging; no difference in taste was detected, as measured by a sensory panel.
Nelson and others (2004a, 2004b) similarly found no change in β-casein breakdown and an increase in α-casein breakdown during the aging of cheese made with CO2-treated milk. In this study, however, milk was preacidified with 35 mM CO2, which was not removed prior to cheese making. A significant reduction in make time was observed compared to the control milk cheese. Cheese manufactured from CO2-acidified milk had less total fat and calcium than the control cheese, and higher total salts, while total crude protein did not change. During aging, the use of starter and coagulant cultures was the same for both treated and untreated milks; however, proteolysis was found to be higher in the CO2 treated cheese.
Ultrafiltration (UF) and microfiltration (MF) of raw milk to allow separation and concentration of milk components can produce a concentrated milk with optimized protein content; such modified milk can be used in cheesemaking. Ma and Barbano (2003b) examined the effect of protein concentration and type in CO2-treated UF and MF milks on freezing point and pH, and found that increasing either casein or soluble protein increased the buffering capacity of milk. At low CO2 injection temperatures, where the amount dissolved in the milk skim portion is maximized (Ma and Barbano 2003a), pH reduction was influenced by the protein concentration and type. Work by Gevaudan and others (1996) with skim milk modified with moderate pressures of CO2 showed that the buffering capacity of the milk shifted to a slightly lower range, which was thought to be due to an irreversible increase in milk salts; pH change, however, was reversible. Thus, if a specific CO2 level in the milk is desired, pH cannot be used as an estimate of CO2 levels; direct measurement of CO2 content should be performed for more accurate analysis.
Cottage cheese
The use of CO2 has been found to be commercially beneficial in the preservation of cottage cheese. Creamed cottage cheese sealed in flexible containers following CO2 flushing and storage at 4 °C showed repressed growth of psychrotrophs, yeast, and molds (Kosikowski and Brown 1973). Fresh flavor was maintained for 73 d, but due to the high level of CO2 the cottage cheese had a “fizzy” character. Other laboratories have subsequently investigated gas flushing of the headspace for the preservation of cottage cheese (Rosenthal and others 1991; Moir and others 1993; Fedio and others 1994). Maniar and others (1994) reported that gas flushing with 100% CO2 was preferred over other gas mixtures for maintaining the microbiological and sensory quality.
Gas flushing is reportedly used commercially in Germany (Honer 1987). Cups are flushed with CO2 before filling with cottage cheese and at the end of the filling the headspace is again flushed with CO2. The tubs are sealed with aluminum foil and capped.
Moir and others (1993) suggested that addition of CO2 throughout the cheese before packaging was necessary to inhibit psychrotrophs both on the surface and within the depth of the cheese. They reported a significant difference in the microbial counts between the surface and the interior of cottage cheese packaged in conventional, thermoformed, high-impact polystyrene cups. CO2 concentrations were found to have decreased throughout the storage period, as the CO2 permeability of the containers was high.
Many of the problems associated with CO2 in cottage cheese have been overcome by the direct addition of CO2 into the cream dressing prior to mixing with the curd to form cream-style cottage cheese (Chen and Hotchkiss 1991a, 1991b, 1993). The quality of CO2-containing cottage cheese packaged in polystyrene tubs overwrapped with a high-barrier heat-shrinkable film can be maintained for 63 and 42 d at 4 °C and 7 °C, respectively (Chen and Hotchkiss 1991b).
The commercial procedure for manufacturing cottage cheese with a low level of CO2 involves injecting CO2 into the cream dressing via an in-line sparging unit designed for food applications. CO2 gas is injected into the moving stream of cream dressing at a controlled rate in a pressurized line. The treated dressing is mixed with the curd and filled into containers. Several parameters should be controlled, including the size of the CO2 bubbles, backpressure within the line, residence time in the line, temperature, and the filling process (Hotchkiss and Lee 1996).
The question of the “taste” (or more precisely, mouth feel) of CO2 in cottage cheese and other products is often raised. The amount of CO2 used is often below that which is capable of producing the common tactile sensation associated with CO2-containing beverages or sodas. Using trained sensory panelists in triangle tests we have found that the lowest threshold for CO2 in milk is between 4.54 and 9.10 mM (Chen and others 1992; Lee 1996). The flavor threshold for untrained “consumer” panels is likely to be higher. Moir and others (1993) found that 10 mM CO2 injected into cottage cheese cream dressing and package headspace could significantly increase shelf life while not affecting pH or flavor.
Yogurt and fermented dairy beverages
Mold and yeast growth and development of off-flavors can be a major determinant of shelf life of yogurts (Robinson and others 2002; Viljoen and others 2003). In addition, the survival of probiotic organisms is of importance in some yogurt products. Technologies that extend shelf life must therefore take into account the effect on both spoilage and desirable organisms in the product. As with cottage cheese, headspace flushing of yogurt packages with CO2 can extend shelf life by inhibiting spoilage organisms (Tamime and Deeth 1980), and it is possible that direct incorporation of CO2 into the product may also beneficially impact shelf life. A method whereby spoonable yogurt could be carbonated has been patented and modifications of a more optimized method and model for carbonation of viscous fluids have been published (Taylor and Ogden 2002). As with production of CO2-injected cottage cheese, the economic investment in equipment and supplies is minimal, with packaging costs the most significant expense. Karagul-Yuceer and others (2001) recently reported that high levels (1.1 to 1.2 volumes) of dissolved CO2 incorporated into yogurt had little effect on desirable (typical or nontypical starter cultures) or undesirable (spoilage and pathogenic) microorganisms. It had been hypothesized that the addition of CO2 to the product could feasibly stimulate growth of starter bacteria, reducing production time. The growth of only 3 different spoilage and pathogenic microorganisms, E. coli, L. monocytogenes, and B. licheniformis, was monitored. L. monocytogenes was not affected by dissolved CO2 and populations slowly declined in both CO2-treated and -untreated product during storage. Populations of E. coli decreased to nondetectable levels in the CO2-treated yogurt during 60 d storage, while B. licheniformis was reported not to grow under any conditions.
In an earlier study, Karagul-Yuceer and others (1999) showed no differences in shelf life sensory properties or consumer acceptance between CO2-modified and nonmodified yogurts. Wright and others (2003) determined that the sensory carbonation threshold in yogurt is on average 5.97 mM, at considerably lower levels than those tested in the previous study. The threshold could be used by manufacturers to develop carbonated yogurt products or to make CO2 amendments to yogurt to extend shelf life without changing sensory properties.
As previously discussed, raw milk modified with CO2 during storage prior to dairy product manufacture can result in improved microbial quality with no noticeable changes to the finished product characteristics. Calvo and others (1999) reported that yogurt made from CO2-amended skim milk was not significantly different, including lactic acid production, from control yogurts made from nontreated milk. They concluded that the addition of CO2 to raw milk destined for yogurt production would be feasible. Gueimonde and others (2003) also found no difference in the evolution of organic acids between yogurts made with CO2-treated and -untreated milk. These authors also found no difference in sensory properties and in the growth of starter cultures used. Neither study, however, reported the levels of CO2 applied.
Carbon dioxide-modified raw milk has also been evaluated for its use in the manufacture of fermented milk beverages. Vinderola and others (2000) found that CO2 modification decreased milk fermentation time in both Streptococcus thermophilus/Lactobacillus acidophilus (AT) and S. thermophilus/ L. acidophilus/Bifidobacterium bifidum (ABT)-fermented milk products; no negative impact on sensory characteristics of the milks was noted. Similarly, Gueimonde and de los Reyes-Gavilan (2004) found shortened incubation times in carbonated fermented milks using a variety of L. acidophilus and S. thermophilus starter strains. Noriega and others (2003) later examined B. cereus-inoculated ABT milk, finding significant inhibition of growth of the pathogen in CO2-modified milk during incubation at 37 °C. During storage at 4 °C, proteolysis and acid production were reduced in inoculated milk. The authors conclude that CO2 can be an effective method of reducing the risk of B. cereus contamination in ABT milk during the required prolonged incubation period. In both studies, no impact on the growth of the probiotic Bifidobacterium was noted.
Butter
Addition of CO2 to butter during the churning stage has been investigated (Hunziker 1924; Prucha and others 1925). The gas was allowed to flow into the cream during the entire churning operation. No pronounced effect on microbial growth was observed. The “sourish” taste (undoubtedly due to residual CO2 levels that were above the taste threshold) of the butter immediately after carbonation disappeared during storage. This latter phenomenon suggests that the CO2 level was not maintained within the butter sufficiently to have an inhibitory effect. Prucha and others (1925) observed that bacterial growth was suppressed only when carbonated butter was packaged in airtight vessels. It is unclear why, in these studies, CO2 did not remain dissolved in the butter; it is generally recognized that CO2 is highly soluble in nonpolar lipids (Fogg and Gerrard 1991). However, the injection temperatures used may have influenced overall solubility. In a study of the effect of CO2 injection temperature on CO2 solubility in milk and cream, Ma and Barbano (2003a) found that at higher temperatures where milk fat is liquid, CO2 solubility in the fat increased; at temperatures where milk fat was in a solid phase, CO2 solubility decreased. To the best of our knowledge, more recent work on CO2 in butter has not been reported.
Dry milk powders
Dry milk powders packaged in cans or drums for long-term storage are commonly commercially packaged in modifed atmospheres, including mixed CO2 and N2, 100% N2, or reduced O2 atmospheres. Packaging strategies for dry milk powders seek to improve shelf life through elimination or reduction of O2 to prevent or slow fat oxidation that can cause undesirable off-flavors and odors, particularly in whole-fat milk powders. Gas flushing as well as insertion of oxygen absorbers can be used to achieve the desired in-package storage atmosphere. In an early study by Driscoll and others (1985), the sensory quality of instant and regular nonfat dry milk after 4 years of storage in cans or polybags at 10, 21, and 32 °C and modified atmospheres (air, 100% CO2, 100% N2) was measured. At 21 °C, milk stored in cans or in polybags under air was less desirable in sensory qualities (off-flavors) than milk stored under either N2 or CO2 at the same temperature. The 100% CO2 atmosphere was created by addition of a pellet of dry ice to the package, which was allowed to sublime. Holm and others (1927) found that dry whole milk stored under air or vacuum developed off-flavors and odors sooner than milk stored in CO2. Neither group reported the effect of high CO2 and O2-depleted storage environments on pathogens or spoilage organisms. Quality variations in dry milk powder stored in cans with modified atmospheres can occur, particularly over very long-term storage. A survey by Lloyd and others (2004) of 10 brands of nonfat dry milk stored in No. 10 cans obtained from 7 different manufacturers within a broad distribution area showed wide variability in headspace oxygen content, water activity, and sensory ratings (aroma, flavor, and overall acceptance) as well as package integrity. This variability was attributed to differences in packaging and manufacturing processes occurring between manufacturers and inconsistencies in initial quality control measures.
Summary and Conclusions
The relatively short shelf life and rapid loss of quality coupled with the desire to consolidate manufacturing in larger plants has necessitated the requirement of an increased shelf life for many dairy products. Thermal processes such as ultra-high temperature (UHT) and pasteurization of cottage cheese have been developed to meet this need; however, in many cases these processes alter the organoleptic properties of the products. Use of antimicrobial agents such as sorbic acid and nisin has been adopted but there are concerns over labeling these additives. The direct addition of CO2 to dairy products coupled with increasing the barrier properties of the containers has been commercially successful and economically feasible with cottage cheese and other fluid products. Shelf life extensions of 200% to 400% have been achieved. Substantial research exists to show that direct addition of CO2 to raw bulk milk during storage prior to processing or further manufacturing of different dairy products can significantly improve and extend the shelf life of the products, increase product safety, and in some cases improve product quality. Additionally, increases in shelf life can enable longer distance transport of fluid raw milk than what is currently achievable, leading to the opening up of new markets. Milk intended for consumption as a pasteurized fluid product would require that the CO2 be reduced to a level that was similar to the levels found in untreated raw milk; vacuum treatment is one available technology to achieve this reduction. Additional research can increase the efficiency of the process and contribute to a better understanding of the fundamental basis of the biostatic action of CO2.
http://www.countryroads.net/agjournal/story.cfm?story_id=1165
Carbonated
milk could boost dairy sales
March 20, 2001 -- Taking direct aim at the youth sports drink and carbonated soft-drink industry, food science researchers at Cornell University have developed a carbonated, milk-based beverage. It is anticipated that e-Moo, made by Mac Farms, Inc. of Burlington, MA, will be in supermarket dairy cases within months.
"The carbonation does the same thing in soft drinks as in e-Moo. It provides a carbonated sensation. Also, it extends the shelf life of what you would expect from milk," says Joseph Hotchkiss, Cornell professor of food science and one of the researchers who worked with Mac Farms on the product's development. "With refrigeration, we believe that e-Moo can last six weeks."
But unlike carbonated soft drinks, supercharged with sugar, flavoring, and little - if any - nutrition, e-Moo is good for children. "The time might be right for e-Moo," says Hotchkiss. "The nutrition base is right. If you are 5 or 6 years old, you might like this. It has the nutrition profile of milk and could be made better than milk."
The fluid idea of the e-Moo beverage began when George and Mary Ann Clark of Mac Farms noticed children, teens and young adults drinking large amounts of sports beverages and soft drinks. "At the same time, we also noticed that sales growth in the fluid dairy industry was flat. There had been no recent technical innovations that were of any direct benefit to the consumer," says Mary Ann Clark, vice president of marketing at Mac Farms.
Mac Farms turned to Cornell's food science expertise to produce a formula and to provide data on product stability, nutritional efficacy and the modifications to standard milk processing equipment for production. "They wanted folks with experience ? and we helped turn this concept into a product," says Hotchkiss, who has been working with the company and Eric Hallstead, manager of the Cornell food science department's pilot plant, for about a year.
St. Albans Cooperative Creamery, Inc. of St. Albans, VT, a consortium of over 600 dairy farmers from Vermont, New York, New Hampshire and Massachusetts, provided the initial funding for the development of e-Moo. In addition to the carbonation, Cornell and Mac Farms tested a variety of flavors to add to the product. Initially e-Moo will come to the market in three flavors: Orange Cremecicle, Cookies and Cream, and Fudge Brownie. The product contains all the nutrition of nonfat milk with added calcium and only half the sodium found in other flavored milks. Named for the Internet world that children live in, e-Moo is sweetened with fructose instead of refined sugar.
Says Hotchkiss: "If there is a salvation for the fluid milk business, which has been on an economic downslide, it is making a beverage with milk components. And this could be one successful product."
http://lubbockonline.com/stories/090103/bus_090103015.shtml#.V3F2EK6Fxel
September 01, 2003
Couple
looks to carbonation to help turn kids onto milk
MILFORD, N.Y. (AP) — Adding bubbles to milk is tricky. Pump in too many, and it foams over. Add too few and why bother.
George and Mary Ann Clark, husband-and-wife entrepreneurs, have spent the past seven years trying to find the balance. Last week, they started production on a carbonated milk-based drink called Refreshing Power Milk — RPM — and they already have orders coming in from school districts.
Mary Ann Clark, a registered nurse, said she was pained to see children drinking cola and shunning milk when she worked in schools so she decided to do something about it.
"If you take water and add carbon dioxide to make soda, why can't you do that with milk?" she asked.
She and her biochemist husband started work on a carbonated milk drink in 1996 and founded Mac Farms Inc. in 1998.
The company already sells eMoo, another carbonated milk drink. On Wednesday, in a factory with a barn-red roof and purple-and-yellow cow out front, the first batch of RPM was bottled.
The Clarks combined water and powdered milk to create slightly fizzy, mildly milky-tasting drink with the nutritional value of skim milk and 40 percent of the recommended daily amount of calcium.
Each 12-ounce serving contains 90 calories and 12 grams of sugar, compared to 150 calories and 40 grams of sugar in a 12-ounce can of Coca-Cola. RPM contains 9 grams of protein compared to none in a can of Coca-Cola, but is higher in sodium: 115 grams to 52 grams per 12-ounce serving.
The flavors: vanilla cappuccino, Brazilian chocolate and chocolate raspberry.
Researchers at Cornell University had been looking for ways to extend the shelf life of dairy products using carbonation when the researched teamed up with the Clarks several years ago.
Joe Hotchkiss, chairman of the Department of Food Science at Cornell University, said the drink was designed to attract people who like soda.
"People consume food based on their sensory properties, taste, what kind of emotional feelings it gives them," said Hotchkiss. "Our role is to provide that similar kind of satisfaction in foods, but also couple that to foods that are more nutritionally sound."
http://pubs.acs.org/doi/abs/10.1021/jf970914d
J. Agric. Food Chem., 1998, 46 (4), pp 1552–1555
DOI: 10.1021/jf970914d
March 13, 1998
Influence
of Carbon Dioxide Addition to Raw Milk on Microbial Levels
and Some Fat-Soluble Vitamin Contents of Raw and
Pasteurized Milk
Patricia Ruas-Madiedo , Victoria Bascarán , Alfredo F. Braña , Juan Carlos Bada-Gancedo , and Clara G. de los Reyes-Gavilán
Patricia Ruas-Madiedo , Victoria Bascarán , Alfredo F. Braña , Juan Carlos Bada-Gancedo , and Clara G. de los Reyes-Gavilán
Instituto de Productos Lácteos de Asturias (CSIC), Crta. de Infiesto s/n, 33300 Villaviciosa, Spain, and Area de Microbiología, Departamento de Biología Funcional, Facultad de Medicina, Universidad de Oviedo, c) Julián Clavería s/n, 33300 Oviedo, Spain
Abstract
The effect of the application of CO2 to extend the cold storage of raw and pasteurized milk on the content of fat-soluble vitamins of milk was investigated. CO2-treated milk (pH 6.2) was compared with a control (unacidified) milk. CO2-treated and control raw milk samples were stored at 4 °C for 4 days. CO2-treated milk was then vacuum degasified, and both control and treated samples were pasteurized and stored at 4 °C for 7 days. CO2 addition inhibited the growth of microorganisms in raw milk without affecting the stability of vitamin A (retinol and β-carotene) and vitamin E (α-tocopherol). Acidity and pH data indicated that subsequent vacuum degasification and pasteurization on a pilot scale partially removed CO2, making milk acceptable for liquid consumption. However, the residual CO2 present extended the cold-storage period of pasteurized milk by inhibiting bacterial survivors without detrimental effects on retinol, β-carotene, and α-tocopherol. Slightly higher (not statistically significant, p > 0.05) concentrations of retinol, β-carotene, and α-tocopherol were detected during cold storage in raw and pasteurized CO2-treated milk with respect to the control milk, which could be related to a certain protective effect of the CO2.
US8563067
Extended Shelf Life and Bulk Transport of Perishable Organic Liquids with Low Pressure Carbon Dioxide
Extended Shelf Life and Bulk Transport of Perishable Organic Liquids with Low Pressure Carbon Dioxide
Inventor: HAGEMEYER RICHARD / HOTCHKISS JOSEPH
Carbon dioxide is dissolved in liquid dairy products loaded and transported in bulk containers so as to improve product shelf life, thereby providing options for more economical shipment, as by rail and ocean vessels and for extended transport by truck and to facilitate extended storage of perishable products and to avoid the necessity of multiple treatments for pathogen reduction.
[0001] The present application is a continuation of U.S. Ser. No. 11/134,831 filed May 23, 2005 and claiming priority to the May 21, 2004 filing date of U.S. provisional patent application, Ser. No. 60/573,072.
FIELD OF THE INVENTION
[0002] The present invention relates to techniques to extend the shelf life and facilitate the bulk transport of perishable organic liquids whereby the liquids are mixed with carbon dioxide gas and held under carbon dioxide pressure, in order to extend the time before the liquid spoils or sustains material undesirable biological changes.
BACKGROUND OF THE INVENTION
[0003] Assuring the safety of fluid milk, related dairy products, and juices while maintaining quality and increasing the shelf life of products is a significant challenge for the food industry. Many perishable organic liquids, including juices, but especially raw milk, serve as suitable growth mediums for microorganisms. Benefits in distribution and organic liquid quality could be derived from reducing microbial growth.
[0004] The bulk transport of perishable organic liquids generally requires at least one of the following: pasteurization or similar treatments to reduce, eliminate or control pathogens; rapid shipment; and in some cases, refrigeration. Each of these options imposes additional cost and or limitations. For instance, shipment by truck may be the quickest transport time but still may not be sufficiently rapid to reach all markets. Shipment by rail or ocean cargo vessel is slower but more economical. Refrigerated shipping costs are substantially higher than the cost for shipments not requiring refrigeration. Furthermore, refrigeration is not effective to adequately restrain the growth of psychrotrophic microorganisms capable of activity at temperatures below 7° C. over sustained intervals of time. Each process of pasteurization or similar pathogen reduction treatment imposes not only expense, but may also negatively impact the flavor quality, nutritional content, and other sensory characteristics, such as color, of the treated organic liquid with a resulting negative market impact. Additionally, thermoduric microorganisms that are potential pathogens or cause spoilage may survive the pasteurization process.
[0005] As a result of these concerns, today when arranging for the shipment of fresh milk from the continental United States to Hawaii or a Caribbean island without significant dairy herds, there are two principal options, namely:
Milk is pasteurized before bulk shipment and is re-pasteurized prior to local packaging for retail sale. The result is a flavor not as fresh as with single pasteurization and a higher cost due to multiple handling.
Milk is pasteurized and packaged for retail sale at or near the origin and then shipped in refrigerated containers to the destination. The result is higher cost and a loss of shelf life at retail due to the transit period.
[0008] The repeated pasteurization of the first option is also particularly undesirable because while most milk borne microorganisms are neutralized by pasteurization, their lipolytic and proteolytic enzymes can survive and result in undesirable lipolysis and proteolysis.
[0009] The major strategy to extend shelf life of unpasteurized perishable organic liquids has been to provide rapid refrigeration. For instance, decreasing the storage temperature from 6° C. to 2° C. increases the time for the psychrotrophic count to reach 10<6 >cfu (colony forming units)/ml from 2.9 to 5 days (Griffith, 1987).
[0010] Several authors have reported on the use of unpressurized carbon dioxide as an anti-microbial agent in foods including dairy products. The concept of using CO2 to inhibit the growth of unwanted microorganisms in dairy products stems from the technology of modified atmosphere packaging. This method of shelf life extension has been adapted to fluid dairy products by directly injecting the inert gas (CO2) thereby enhancing its inhibitory effect. The direct post-pasteurization addition of carbon dioxide (DAC) to neutral and acidic pH products can be used to control contaminating organisms. DAC is widely used by cottage cheese processors in North America. Carbon dioxide has also been shown to extend the shelf life of yogurt, to improve the keeping quality of raw milk, and to extend the yields of cheese subsequently prepared from such milk. However, under specific combinations of pressure and temperature, CO2 effectively precipitates the proteins from milk. For example, at 38° C. and pressures above 5514 kiloPascals (kPa), or about 800 psi, complete precipitation of the casein proteins that give milk its distinctive white color results. CO2 pressure treatments applied at a pressure of only 294 kPa (about 43 psi) at 20° C. may result in casein aggregation. Accordingly, pressurization has been avoided due to potential deleterious effects upon the treated liquids. In addition, and not unrelatedly, there is an absence of suitable pressure vessels for pressurized bulk storage and transport of organic liquids. The studies utilizing CO2 pressure treatments have been principally directed to pathogen reduction treatments with high CO2 pressures as an alternative to thermal pasteurization. Lower CO2 pressures have not been previously utilized as conditions of storage and transportation to reduce microbial growth.
SUMMARY OF THE INVENTION
[0011] The present invention provides a method that extends the stability of raw milk and other perishable organic liquids sufficiently to permit their transport by rail or cargo ship, or by truck for greater distances than is ordinarily accomplished today; or shipment by any mode that would benefit the end user by being more cost effective or offering more time to handle or package the product for human consumption or for other food, feed grade, pharmaceutical, or industrial use or extended storage. In furtherance of the invention, raw milk or other perishable organic liquids are preferably cooled to the greatest extent practical and injected with carbon dioxide as they are loaded in food grade storage and transport containers that are pressure vessels according to applicable pressure vessel codes, so that the filled containers can be pressurized with about 20 to 50 psi (138 to 345 kPa), and more preferably about 30 to 50 psi (207 to 345 kPa), of carbon dioxide. Such carbon dioxide head pressure does not result in protein precipitation and maintains concentrations of sufficient parts per million in the raw milk or other organic liquids so as to suppress pathogen growth, at least of the most common obligate aerobic varieties, by lowering the ph and by initiating deleterious intercellular activity and by surrounding the pathogens in what is equivalent to their own output. In such a state, the pathogens' animation and reproduction ceases or is suitably reduced so as to inhibit their growth and multiplication, which would otherwise result in spoiled product.
[0012] The pressurized carbon dioxide rich raw milk and other perishable organic liquids may then be shipped or stored in the container without spoilage for periods of time greater than untreated and un-pressurized products, provided the storage tanks are sufficiently insulated or refrigerated to prevent excessive heating of the contents. Upon delivery, or when the milk or other organic liquid is needed for production, the container is unloaded and the carbon dioxide is released from the liquid by some form of agitation, stirring or mixing independent of or in conjunction with negative (vacuum) pressure and the liquid is then processed in its usual fashion.
[0013] The present process can effectively extend the life of a wide variety of perishable organic liquids including dairy products, vegetable juices, fruit juices, plant extracts, fungal extracts, flavoring agents, and combinations thereof.
BRIEF DESCRIPTION OF THE DRAWINGS
[0014] FIG. 1 is a schematic illustration of milk collection from dairy farms to processing facilities as commonly practiced in the United States, showing the integration of a new carbon dioxide injection system according to the present invention;
[0015] FIG. 2a is an alternative of FIG. 1, showing the prior art Hawaii Model for shipping milk for extended times and distances;
[0016] FIG. 2b is a schematic illustration showing a Hawaii Model for shipping milk for extended times and distances;
[0017] FIG. 3a is a top plan view of a tank container suitable for use in practicing the invention;
[0018] FIG. 3b is a side plan view of the tank container of FIG. 3a.
[0019] FIG. 3c is an end plan view of the tank container of FIG. 3a.
[0020] FIG. 3d is a detail drawing of the pressure relief valve of the tank container of FIG. 3a;
[0021] FIG. 3e is a detail drawing of the air inlet used to pressurize the tank container of FIG. 3a;
[0022] FIG. 3f is a detail drawing of the loading/discharge valve of the tank container of FIG. 3a;
[0023] FIG. 4 is a schematic illustration of the carbon dioxide injection system suitable for use when filling the transport containers with organic liquids;
[0024] FIG. 5 depicts the loading and unloading connection with a tank container suitable for use in the present invention;
[0025] FIG. 6 illustrates a food grade pump for loading or unloading transport tanks;
[0026] FIG. 7 illustrates carbon dioxide or air being used to pressurize the transport tank;
[0027] FIG. 8 is a representative three stage filter to clean the air prior to pressurization.
[0028] FIG. 9 is a schematic illustration of the carbon dioxide batch pressurization system utilized in connection with Example 1.
[0029] FIGS. 10(a-e) are bar charts illustrating the changes in gram-negative lactose, Lactobacillus spp. and Standard Plate Count in raw milk treated at (a) 68 kPa, (b) 172 kPa, (c) 344 kPa, (d) 516 kPa, and (e) 689 kPa of CO2 pressure at 6.1° C. for four days as described in Example 1.
[0030] FIG. 11 is a bar chart of total counts, thermoduric bacteria, total coliforms and E. coli counts in raw milk treated at 4° C. and 689 kPa of CO2 pressure after 4, 6, 8 and 9 days as described in Example 1.
[0031] FIG. 12a is a chart plotting bacterial growth in raw whole milk treated with 2000 ppm CO2 against an untreated but refrigerated control over 13 days as described in Example 2.
[0032] FIG. 12b is a chart plotting temperatures of the milk of Example 2 and the daily local temperatures.






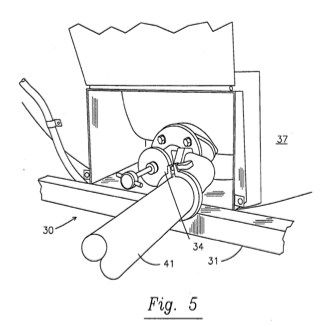










DETAILED DESCRIPTION OF THE INVENTION
[0033] As is described in this patent, milk injected with carbon dioxide and the application of pressurized carbon dioxide in a transport vessel retards the growth of pathogens in the raw milk. Raw milk has been used as an example in this text not to limit the usefulness of the patent but rather to explain the invention with reference to one of the more commonly transported liquid products that is also one of the more perishable products. The same process may be utilized to retard the growth of similar pathogens in other perishable organic liquids. Accordingly, the invention may also be practiced in connection with liquids such as fruit juices, wine, malt beverages, beverage preparations, liquid eggs, feed grade bulk liquids as well as pharmaceutical or industrial grade liquids and other similar materials susceptible to detrimental microbiological activity.
[0034] For example, the present invention is applicable to any liquid dairy product, including, but not limited to, cream, light cream, light whipping cream, heavy cream, heavy whipping cream, whipped cream, whipped light cream, sour cream, acidified sour cream, cultured sour cream, half-and-half, sour half-and-half, acidified sour half-and-half, cultured sour half-and-half, reconstituted or recombined milk and milk products, concentrated milk, concentrated milk products, reverse osmosis (RO) milk, ultra filtered (UF) milk, fractionated milk, whole milk, reduced fat or low fat content milk (e.g., 1% fat milk, 2% fat milk, etc.), nonfat (skim) milk, evaporated and condensed forms of whole milk, eggnog, buttermilk, cultured milk, cultured reduced fat or lowfat milk, cultured nonfat (skim) milk, yogurt, lowfat yogurt, nonfat yogurt, acidified milk, acidified reduced fat or lowfat milk, acidified nonfat (skim) milk, low-sodium milk, low-sodium reduced fat or lowfat milk, low-sodium nonfat (skim) milk, lactose-reduced milk, lactose-reduced reduced fat or lowfat milk, lactose-reduced nonfat (skim) milk, reduced fat or lowfat milk or nonfat (skim) milk with added safe and suitable microbial organisms and any other milk product made by the addition or subtraction of milkfat or addition of safe and suitable optional ingredients for protein, vitamin, or mineral fortification of milk products defined by governmental regulation.
[0035] The present invention is also applicable to other products derived from dairy ingredients, including whey and whey products, caseinates, lactalbumin, cottage cheese, ice cream mix, ice milk mix, yogurt mix, shake mixes, batter mixes, and other dairy mixes, probiotic dairy products, including milk treated with Lactobacillus cultures or Acidophilus cultures, flavored milks, spreads, dips, sauces, eggnogs, flavored creamers, boiled custards, puddings, cheesecakes, milkshakes, smoothies, dairy shakes, and other shakes, as well as other products containing milk or other ingredients derived from dairy products.
[0036] The present invention is applicable to milk and milk-like products derived from crop plants or grains, including but not limited to soy, rice, wheat, corn, and oats.
[0037] The present invention is applicable to avian eggs, including both in-shell and liquid preparations. The present invention is also applicable to products containing added nutritional components, e.g., protein, minerals, vitamins, fat, fiber, sugars, salts, starches, amino acids, and alcohols.
[0038] The present invention is further applicable to milk and products derived from the milk of bovine species, goats and sheep.
[0039] The present invention is also applicable to water, carbonated water, and products containing water, as well as a variety of beverages and drinks. The present invention is also applicable to fermented foods, food products, and beverages.
[0040] The present invention is also applicable to juices, extracts, liquid supplements, and liquid pharmaceuticals derived from fresh, dried, frozen or canned plants, vegetables, fruits, grasses, yeasts, fungi, and combinations thereof, including but not limited to juices or extracts derived from apples, apricots, pineapples, peaches, bananas, oranges, lemons, limes, grapefruit, plums, cherries, grapes, raisins, prunes, nectarines, kiwi, star fruit, papayas, mangos, blueberries, raspberries, strawberries, choke cherries, boysenberries, cranberries, lingenberries, pomegranates, melons, tomatoes, carrots, onions, garlic, celery, lettuce, cucumbers, radishes, broccoli, potatoes, sweet potatoes, yams, cauliflower, brussel sprouts, cabbage, rutabaga, corn, peas, green beans, yeast, including brewer's yeast, and mushrooms. The present invention also is applicable to blended, liquefied whole plants, fruits, vegetables, grasses, yeasts, fungi, and combinations thereof, including but not limited to the whole plants, fruits, vegetables, grasses, yeasts, fungi disclosed hereinabove.
[0041] The present invention may be applicable to a mixture of a liquid dairy product, e.g., skim milk, and one or more juices, extracts, liquid supplements, and liquid pharmaceuticals.
[0042] The amount of vegetable, fruit, yeast, or fungal juice, or combination thereof, in the product can be between 0.05% to 100%, preferably between 0.1% to 75%.
[0043] The present invention may further be applicable to products containing any added flavoring agent, including any of the usual flavors, such as a fruit flavor (natural or artificial, or both), vegetable flavor, chocolate flavor, vanilla flavor, and any of the usual soft drink flavors, such as the cola flavor, ginger ale flavor, etc., or a traditional malt flavor.
[0044] The term “shelf life” is defined as the amount of time a product remains acceptable for organoleptic, nutritional, and/or safety purposes, for the consumer or the retailer.
[0045] The term “undesirable biological changes” includes changes in the liquid or product such that the liquid or product is unacceptable for organoleptic, nutritional, and/or safety purposes, for the consumer. These changes may include, but are not limited to, changes in the color (brown color), decreases in the flavor quality (cooked flavor), and decreases in the nutritional content (i.e., vitamin loss or protein precipitation).
[0046] The term “liquid” is defined as being a fluid or semi-fluid, e.g., a pourable or flowable substance intended for human or animal consumption.
[0047] The terms “pathogens” and “food pathogens” are defined to include microorganisms, bacteria, viruses, and fungi, including but not limited to psychrotrophic bacteria; lipolytic psychrotrophic bacteria; proteolytic psychrotrophic bacteria; mesophylic bacteria; Bacillus species, including B. cereus; Clostridium species, including C. perfringens and C. botulinum; Cryptosporidium species; Campylobacteria species, including C. jejuni; Listeria species, including L. monocytogenes; Escherichia species, including E. coli and pathogenic E. coli strains; Mycobacterium species, including M. paratuberculosis; Pseudomonas species, including P. fluorescens; Helicobacteria species; Yersinia species, including Y. entercolitica; Arcobacter species; Aeromonas species; Toxoplasma species, including T. gondii; Streptococcus species; Staphylococcus species, including S. aureus; Shigella species; Salmonella species, including S. enteritidis, S. Montevideo, S. typhimurium; Cyelospora species, including C. cayetanensis; Cignatera species; Vibrio species; Plesiomonas species; Entamoeba species, including E. histolytica; Hepatitis viruses; Astroviruses; Calciviruses; enteric Adenoviruses; Parvoviruses; and Rotaviruses.
[0048] CO2 is a ubiquitous environmental bacterial stress. In accord with the present invention, purified CO2 may be safely and inexpensively utilized at low pressures to improve overall quality and safety of dairy products, as well as other liquid products, juices, extracts, liquid supplements, and liquid pharmaceuticals. The combination of refrigeration below 7° C. and application of CO2 pressure may result in a synergistic effect.
[0049] As previously stated, milk and dairy products are generally very rich in nutrients that provide an ideal growth environment for many microorganisms. A principal class of microorganism that may find its way into milk is bacteria. Bacterial growth generally proceeds through a series of four phases: (1) a lag phase during which time the microorganisms become accustomed to their new environment with little or no growth; (2) a log phase during which bacterial logarithmic or exponential growth begins; (3) a stationary phase where the rate of multiplication slows down due to the lack of nutrients and build up of toxins; and (4) a death phase in which bacteria numbers decrease as growth stops and existing cells die off. In addition, fungi such as yeast and molds, as well as bacterial viruses may also be present in milk and dairy products. Typically, microbial growth will vary according to a number of factors including nutrient content, moisture content, pH, available oxygen, and temperature.
[0050] The 2003 Revisions of the Grade “A” Pasteurized Milk Ordinance promulgated by the U.S. Food and Drug Administration establish chemical, physical, bacteriological and temperature standards for Grade “A” Raw Milk and Milk Products for Pasteurization, Ultra Pasteurization or Aseptic Processing. Principal among these are that milk be cooled to 10° C. (50° F.) or less within four hours or less of the commencement of the first milking and to 7° C. (45° F.) or less within two hours after the completion of milking provided that the blend temperature after the first milking and subsequent milkings does not exceed 10° C. Bacterial limitations provide that the individual producer milk is not to exceed 100,000 cfu per mL prior to commingling with other producer milk and not to exceed 300,000 mL as commingled milk prior to pasteurization. Bacterial counts are performed according to the Standard Plate Count (SPC) which determines the number of visible cfu's or colony-forming units (numbers of individual or tightly associated clumps of bacteria) in 1 mL of milk incubated at 32° C. (90° F.) for 48 hours.
[0051] Milk is an excellent food source for humans, bacteria, and microorganisms alike as it is full of vitamins, fats, minerals, nutrients, and carbohydrates. Milk is rich in the protein casein which gives milk its characteristic white color, and the most abundant carbohydrate is the disaccharide lactose “milk sugar.” At room temperature, milk undergoes natural souring caused by lactic acid produced from the fermentation of lactose by fermentive lactic acid bacteria. Spoilage is a term used to describe the deterioration of a food's texture, color, odor, or flavor to the point that it is unappetizing or unsuitable for human or animal consumption. Microbial spoilage of food often involves the degradation of protein, carbohydrates, and fats by microorganisms or their enzymes.
[0052] Several authors have reported on the use of CO2 as an antimicrobial agent in foods including dairy products (Dixon and Kell, 1989; Haas et al., 1989). In raw milk, bacterial growth was reduced by 50% after addition of CO2 and storage at 6.7° C. for 48 h (Shipe et al., 1978). King & Mabbitt (1982) demonstrated an extension in storage life of both poor and good quality milks by the addition of 30 ppm CO2. CO2 is effective in reducing the rate of growth of organisms detected in aerobic plate count assays (Roberts and Torrey, 1988). Compared to control milk, the SPC of milk containing 20-30 pmm dissolved CO2 was 3 log10 cfu/ml lower after 4 days of storage at 7° C. (Mabbitt, 1982). In the presence of CO2, the time for SPC to reach 7 log10 cfu/ml was extended from 3 to 9 days at 7° C. and 6 to 11 days at 4° C., whereas in the control this level was reached in just 5 days at 7° C. and 8 days at 4° C. (Hotchkiss, 1996). Coliforms and psychrotrophs were also significantly reduced compared to control milk under the same conditions (Roberts and Toney, 1988). Generally, gram-negative psychrotrophs are more susceptible to the effects of CO2, whereas gram-positive bacteria and spores are more resistant; Lactobacillus spp. are relatively CO2 resistant, or their growth may be enhanced by a CO2 enriched environment (Hendricks and Hotchkiss, 1997). Excessive growth of Lactobacillus spp. in raw milk may lead to spoilage or development of off-flavors due to fermentation. Treatments that reduce microbial populations may result in outgrowth of thermoduric spore-forming bacteria due to reduced competition, increasing the likelihood of post-pasteurization spoilage or reduced food safety.
[0053] The addition of CO2 has been shown to increase the lag phase of growth and decrease the growth rate of microorganisms (Martin et al., 2003). In CO2-treated milk, extension of the lag phase increased the generation times of the Pseudomonas species (Roberts and Torrey, 1988). Increasing concentrations of CO2 increased lag phases and extended growth rates. King and Mabbitt (1982) demonstrated an extension in storage life of poor quality milk (10<5 >cfu/ml) by 1.2 days and good quality milk (10<3 >cfu/ml) by 3 days with the addition of 30 ppm CO2. The extension of keeping quality of milk due to CO2 was maximized when the initial counts in the milk were low. Low-level carbonation of bulk tank milk inhibits the increase in microbiota for 3 to 4 days. The reduction in counts would, in turn, reduce the thermotolerant lipases and proteases secreted into the milk, post-pasteurization (Espie and Madden, 1997).
[0054] Several theories explaining the mechanism of CO2 action on microorganisms have been proposed. The exclusion of oxygen by replacement with CO2 may contribute to the overall effect by slowing the growth rate of aerobic bacteria (Daniels et al., 1985). CO2 can also readily pass through cell membranes, form carbonic acid within the cell with a resultant decrease in intracellular pH which slows intracellular enzyme activities (Wolfe, 1980). CO2 has been demonstrated to be inhibitory of certain enzymes, especially decarboxylating enzymes (Gill and Tan, 1979). Carbon dioxide can also accumulate in membrane lipid bilayers, altering membrane properties and inhibiting membrane functions (Enfors and Molin, 1978). The effect of CO2 has been found to be enhanced at lower temperatures (Gill and Tan, 1979). The increasing solubility of CO2 at lower temperatures increased the relative inhibitory effect of CO2 on P. fragi (Enfors and Molin, 1981).
[0055] These studies have all addressed the use of CO2 injections or atmospheres without subjecting the treated liquid to pressure. To some extent this may be due to the paucity of food grade pressure bulk storage vessels. However, because the application of pressure to milk is known to lead to undesirable biological changes, specifically the precipitation of proteins, research has taught away from the present invention. When pressure has been applied to other perishable liquids, it has typically been at high pressures to achieve the substantial elimination of pathogens. The maintenance of milk and other bulk perishable liquids under low pressures of CO2 at about 138 kPa and 350 kPa for the purposes of retarding microbial growth during storage and transport is heretofore unknown to the inventers.
[0056] While details of the carbon dioxide treatment according to the invention may be slightly varied according to the particular organic liquids involved, the invention will be explained below in connection with milk collection and processing, which may be best understood with reference to FIG. 1.
[0057] FIG. 1 illustrates the movement of raw milk from a large or small dairy farm 11,12 to a milk bottling or processing facility 15. Dairy farms vary in size from a few cows to as many as 12,000 or more. The farms milk at least twice daily in milking parlors 21 and the milk is chilled and pumped into on-farm storage tanks 13. Milk is picked up by transport tankers 22 at least every other day and in the case of large farms 12, multiple times a day. Milk from small farms 11 is often taken to consolidation facilities 14 where it is tested before commingling with other farms' milk. The process of this invention is to station carbon dioxide injection systems 16 comprising tanks of liquefied or compressed carbon dioxide with the appropriate hoses, regulators, valves, fittings, injectors and appurtenances necessary to dissolve the CO2 into the milk at the farm 12 or consolidation facility 14 or in some cases the carbon dioxide system 16 may be mounted on the transport vehicle so as to be mobile and not require separate systems 16 for each point of loading.
[0058] Once the raw milk is sufficiently infused with carbon dioxide for stabilization, the transport tank, a bulk pressure transport vessel 17 such as intermodal tank 30 shown in FIG. 3, is pressurized to preserve the appropriate concentration of dissolved CO2. The tank 30 can be pressurized using the same carbon dioxide source as for the infusion by then rerouting the gas through the air inlet 33 as shown in FIG. 7. Alternatively, solid carbon dioxide, commonly referred to as “dry ice,” can be inserted into the liquid through the manway 35 shown in FIG. 3, at amounts calculated to create the required pressure when vaporized in the sealed tank. This approach also has the added benefit of lowering the temperature of the product, further slowing the growth of pathogens and enhancing the effectiveness of the invention.
[0059] The loaded tank 30 is transported to a milk bottling plant or processing plant 15 where the milk is agitated 18 to remove the carbon dioxide. This may be done in-situ by air injection into the transport tank or may be done in a separate agitation tank to remove CO2 to acceptable levels or this may involve the use of vacuum or negative pressure. The unloading process is otherwise essentially the same as with untreated milk except for this step.
[0060] The milk is then processed according to its end use 19 which may be to pasteurize, homogenize, process, condense, culture, or perform other customary processes before packaging for retail sale or preparing for further transport or sale. Even in the event that the milk processing plant 15 is reasonably close to the dairy farm 11,12, there may still be a need to extend the life of the raw milk. The dairy farm or purchaser of the milk may want greater flexibility in processing the milk when supply and demand are imbalanced. For instance, rather than diverting excess milk to an alternative use, such as milk powder, a lower value product, the milk processor may want to retain inventory at or near the plant 15 in times of greater supply for use later in times of greater demand. This preserves the milk for its highest and best use and eliminates unnecessary transportation cost. In the event it is desired to transport the raw milk long distances, it is necessary today to use relatively expensive express truck delivery from farm 12 or consolidation facility 14 to processing plant 15 as lower cost alternatives are typically too slow. Even with express truck delivery, it is generally impractical to transport raw milk long distances within the three days desired or stipulated by industry or regulatory agencies due to the perishable nature of milk. With the greater shelf life of raw milk stabilized according to the present invention, raw milk may be loaded at a dairy farm with a carbon dioxide mixture and sealed with pressurized carbon dioxide and the tank delivered to a rail carrier for conveyance anywhere in North America or to an ocean carrier for conveyance to much of the world.
[0061] FIG. 2 shows the process that has been utilized to supply milk to Hawaii, a variation of the milk distribution system described in FIG. 1. Here, raw milk is collected from farms 11, 12 by transport tankers 22 and delivered to milk processing facilities 15 near the ports 27 in California using traditional transport means. At the processing facilities 15, the raw milk is pasteurized 23, chilled and pumped into tank containers 24. The tank containers are taken to the shipping docks 27 at the port and transported by cargo ship to Hawaii. In Hawaii, the tank container is discharged from the ship and delivered to another milk processing facility 28 which re-pasteurizes 23 the milk prior to packaging 25 for retail. Alternatively, packaged milk 25 in Southern California may be placed in refrigerated containers 26 and transported by cargo ship 27 to Hawaii for delivery to the customer 29. This alternative eliminates the necessity of pasteurizing the milk twice, but incurs the additional expense of refrigerated shipment and each prepackaged unit has fewer days remaining on its shelf life when delivered to Hawaiian retailers than it would if the milk were processed locally. According to the present invention, these problems are solved by placing raw milk in pressured tank containers 17 with carbon dioxide 16, pressurized, and shipped 27 without either pre-pasteurization or refrigeration.
[0062] A preferred transportation container for use in practicing the invention is a vessel sufficiently large so as to hold maximum legal highway weights of product (in the United States roughly 50,000 pounds) and of a sufficient volume to allow the head space to be pressurized. Depending upon the design and tare weight of the pressure vessel and upon the specific gravity of the product hauled, such a unit is preferably between about 4500 and 6500 U.S. gallons in capacity. The container should be food grade or sanitary grade depending upon the product hauled, insulated against significant temperature gain or loss, built as a pressure vessel with a bottom discharge outlet, pressure/vacuum relief valve, and an air inlet. To meet pressure vessel codes and be food grade, construction of a good grade of stainless steel such as 304 or 316 is most typical, but manufacture from other metals such as titanium or of a composite material such as carbon fiber is also possible. The preferred insulating material is a cellular foam, and it is desirable that the insulation provide the container with an R-value of at least about 27.5 and preferably between about 28 and 36. A particularly preferred container is a super-insulated food grade tank container 30, typified by the 22,000 liter model HO4 tank utilized by Agmark Foods, Inc., as shown in FIG. 3.
[0063] As shown in FIG. 3, the food grade tank container 30 is constructed as a cylindrical pressure vessel 37, mounted within frame 31 to enable the container to be shipped by truck, rail or ocean. However, suitable tanks may be built for dedicated truck use or as railcars in carload service or adapted to other modes of transportation including bulk ocean shipments. The tank 30 in FIG. 3 has a pressure relief valve 32, an air inlet 33, and a bottom discharge outlet 34. In addition, a manway 35 is located at the top of the tank.
[0064] A preferred method of loading a transport container 30 as shown in FIG. 3 according to the present invention is to pump the milk with a food grade pump 40, shown in FIG. 6, the pump 40 being either on-farm or truck mounted, from its on-farm storage container 13 or by air pressure applied to the on-farm tank 13 (if it is a pressure vessel) or by vacuum applied to the tank container 13, if so designed. The milk will flow through the hoses 41 from the storage tank 13 to an inlet of the transport container 30, generally the bottom discharge assembly 34 shown in FIG. 3. If the product has not already been treated with carbon dioxide, the carbon dioxide will be dissolved into the milk 49 by use of a sparge or fritted nozzle 48, as illustrated in FIG. 4. The nozzle breaks the gas into microscopic bubbles that are easily dissolved into the liquid while the liquid is under some amount of back pressure between the storage tank 13 and the transport tank 17. The amount of carbon dioxide applied is regulated by traditional gas regulators 46 between the carbon dioxide source 45 and the fritted nozzle 48 so that the absorption is achieved at the rate appropriate for the liquid involved. For milk, a CO2 concentration of between about 200 and 2000 parts per million is desired, although levels at 2400 ppm may be realized with satisfactory results.
[0065] Unloading is accomplished by attaching a hose or stainless steel pipe to the discharge valve 34 of the tank container 30, and to a pump 40. The pump empties the contents of the transport tank 30 through the hose 41 into a plant 15 storage tank for use in the plant's system. According to this invention, it is also possible to unload milk or other organic liquids without use of a pump. This is accomplished by attaching a compressed purified air system such as from triple filtered system 50 in FIG. 8 to the air inlet 33 on the tank 30 and using both the original CO2 pressure and purified air to push the product out of the tank. In the case of milk, it is widely understood that pumping is both necessary and undesirable; necessary in that current milk transport equipment does not accommodate pressure and undesirable in that pumping has a tendency to shear fat molecules in a way that can encourage rancidity. The invention facilitates a completely new set of business practices that can dramatically improve the quality, price, and service associated with moving perishable organic liquids.
EXAMPLES
[0066] The first example is a laboratory scale experiment to investigate the effect on raw milk spoilage and pathogenic microbia of holding raw milk under positive CO2 pressures that do not result in precipitation of milk solids. Changes in total Lactobacillus spp., lactose fermenting and non-lactose fermenting gram-negative bacteria, Escherichia coli, thermoduric bacteria and SPC were examined as indicia of potential milk quality and safety.
Test System Design
[0067] The apparatus for pressurizing and holding raw milk samples is shown in schematic form in FIG. 9 and consisted of two 13-ml stainless steel 1.27-cm OD cylindrical vessels 60, 61; one vessel 60 was pressurized while the other served as a control 61. Compressed and filtered CO2 from a high-pressure tank 62 was used (Empire Airgas, Inc, Elmira, N.Y.). The system consisted of pressure regulator 63, a fine metering valve 64 (NUPRO Company, Willoughby, Ohio), an on-off valve 65 (Circle Seal, Anaheim, Calif.) and a check valve 66 (NUPRO Company, Willoughby, Ohio). The fine metering valve controlled gas flow such that the time to reach desired pressure was less than five seconds. The gas entered the vertically positioned treatment vessel 60 from the bottom and was thus bubbled through the milk until the set pressure was reached. A check valve 66 was placed immediately before the inlet to the pressure vessel to prevent the backward flow of the fluid milk into the gas inlet line. The outlet of the vessels consisted of a pressure gauge 67 and a high-pressure release valve 68 (High Pressure Equipment, Erie, Pa.). The release valve 68 was kept tightly closed during treatment. The control vessel 61 was closed off from both ends but not connected to the carbon dioxide line inlet and outlet lines.
[0068] The apparatus was cleaned and sanitized before and after each treatment as follows: water rinse, Conquest sodium hydroxide (Ecolab Inc., St. Paul Minn.) soak (20 min, 23° C.), warm tap water rinse (50° C.), Monarch CIP phosphoric acid bath immersion (Ecolab Inc., St. Paul, Minn.) (20 minute, 23° C.), warm tap water rinse (50° C.); Tricholoro-o-cide XP (Ecolab Inc, St. Paul Minn.) soak (30 min, 23° C.), sterile water (50° C.) rinse (3×). This protocol was validated by testing swab samples of critical control points in the dismantled apparatus for microbial load, and testing equipment rinse water pH and residual chlorine content (Hach Company, Loveland, Colo.). Temperature was controlled by a circulating water bath 70 (VWR 1145 Refrigerated Temperature Constant Circulator), which circulated hot/cold water through copper coils 71, immersed into water in a vacuum dewar flask that held the treatment and control vessels. Copper-Constantan thermocouples 72 measured the temperature of the treatment and control vessels, and were continuously logged onto a temperature recorder 73 (Omega Engineering Inc, Stamford, Conn.).
Milk Samples and Treatments
[0069] Whole, unhomogenized, raw milk was obtained from two sources. Commingled milk samples were obtained from the Northeast Dairy Herd Improvement Association, Inc. (Ithaca, N.Y.), a dairy analytical consulting laboratory. These samples were commingled bulk milks from 236 farms from New York, Pennsylvania, and New Jersey and thus, could be considered representative of a wide range of milk flora. Milk was also obtained from the Cornell University Teaching and Research Center bovine herd (T&R Center; Dryden, N.Y.). All milk was stored at 6° C. until use. Raw milk from the T&R Center was received in less than 12 hours after milking in sterile bottles and held on ice until it could be moved to a 6° C. cooler.
[0070] Milk samples were mixed and 5 ml of milk added into the treatment and control vessels. The treatment vessel was connected to the apparatus and the control vessel closed off. Both vessels were placed in the water bath. When the desired temperatures were attained in both treatment and control vessels, CO2 was introduced through the bottom of the treatment vessel until the set pressure was reached. The CO2 pressure was maintained throughout the test period. When the desired time was reached, the CO2 inlet was turned off, the pressure release valve on the outlet line opened, and the pressure released in under one minute. After depressurization, the treatment and control vessels were removed from the water bath and their external surfaces were wiped dry, sanitized with 95% ethanol, detached from the apparatus and transferred into sterile containers for dilution and plating.
[0071] The effect of CO2 pressures and temperature combinations on protein precipitation was measured at CO2 pressures of 344, 689, 1378, 2067, 2757, and 3446 kPa at 20, 10, and 5° C. for 5, 15, 30 and 60 min. The amount of protein precipitation was quantified and expressed as percentage precipitated solids by the method of Tomasula (1995).
[0072] Short (<1 h) and longer term (1, 4 and 9 day) experiments were conducted. Raw milk (Northeast Dairy Herd Improvement Association, Inc.; Ithaca, N.Y.) in 5 ml aliquots was treated at each of the following combinations of CO2 pressure, temperature, and time (kPa/° C./min): 1378/5/15, 2757/5/5, 3446/5/5. In longer term studies, raw milk from the T&R Center was first stored at 6° C./48 h so that the SPC were at detectable levels at treatment initiation. Five ml of milk were treated with CO2 pressures of 0 (control), 68, 172, 344, 516 and 689 kPa for 1 to 9 days at 4.1 to 10° C.
[0073] Raw milk from the T&R Center was monitored for changes in aerobic bacteria, gram-negative bacteria and total Lactobacillus spp. as follows: CO2 pressures of 0 (control), 68, 172, 344, 516 and 689 kPa, at 6.1° C. for 4-days. SPC, gram-negative bacteria and total Lactobacillus spp. were enumerated before (day 0) and after (day 4) treatment. Gram negative bacteria were enumerated on MacConkey Agar (Difco Manual, Becton Dickinson & Co., Sparks, Md.), a selective and differential media which can be used to discriminate between lactose fermenting and non-lactose fermenting gram-negative bacteria. Use of this media allows a one-step method of obtaining estimates of both coliform and non-coliform gram negative bacteria. Coliform bacteria may include species of Escherichia, Klebsiella and Enterobacter, potential pathogens and/or spoilage organisms. Non-coliform gram negative bacteria may include spoilage organisms such as pseudomonads or potential pathogens such as Salmonella spp. or Shigella spp. Numbers of Lactobacillus spp. populations were estimated using acidified (adjusted to pH 5.5 with glacial acetic acid) Lactobacillus MRS agar (Difco Manual, Becton Dickinson & Co., Sparks, Md.) after incubation under anaerobic conditions; suspect colonies were confirmed by gram stain.
[0074] The time to reach an SPC of 2×10<5 >cfu/ml was determined using raw milk (T&R Center) without a 2-day storage time. Equal volumes were transferred into treatment and control vessels and held at 0 and 689 kPa CO2 and 4.1° C.
[0075] The progression of these counts (total, Coliform/E.coli and thermoduric bacteria) in the treatment and control samples was tracked by conducting checks on the total aerobic counts (SPC) on treatment days 4 and 6. Based on the levels of total counts on days 4 and 6, analyses of total coli forms/E.coli and thermoduric bacteria after day 6 were conducted either in 1-day or 2-day intervals. The control sample final count was measured on days 4 and 6.
Microbiological Methods
[0076] For all microbiological assays, milk sample aliquots of 1 ml were used in dilution series. Standard Plate Counts (SPC) were performed by the method described in Standard Methods for the Examination of Dairy Products (Houghtby et al., 1992). Gram-negative bacteria were enumerated on MacConkey agar (Difco Manual, Becton Dickinson & Co., Sparks, Md.) after spread plating and incubation at 30° C. for 48 h. This selective, differential media was used to estimate total lactose fermenting, non-lactose fermenting and total gram negative bacteria. Lactobacillus spp. were estimated by pour plating in acidified Lactobacillus MRS agar (Difco Manual, Becton Dickinson & Co., Sparks, Md.), incubated at 32° C. for 48 hours under anaerobic conditions. Representative and distinctive suspect colonies were gram stained, and confirmed gram positive bacilli colonies were counted as an estimate of total Lactobacillus spp.
[0077] Initial total, coliform, and thermoduric counts were each determined for control and treated samples. Thermoduric organisms were enumerated by the laboratory pasteurization count (LPC) method described in the Standard Methods for the Examination of Dairy Products (Houghtby et al., 1992). The 3M Petri film count plate (3M Microbiology Products, St.Paul, Minn.) was used to enumerate total coli forms and Escherichia coli in the raw, treated and control milk samples.
Statistical Methods
[0078] MINITAB Release 13.1 (Minitac Inc, State College, Pa.) was used for statistical analyses of the data. Analysis of Variance (ANOV A) was used to determine the effect of CO2 pressure, and the interaction effects of pressure and temperature.
Results
[0079] Application of CO2 pressures greater than 1378 kPa (200 psi) for 15 to 60 min resulted in more than 1% precipitation of milk solids at 20° C. (data not shown). Treatment for 30 min at 2067 kPa (300 psi) resulted in 2.6% (w/w) solids which approached the maximum (2.8%) found by sulfuric acid precipitation (Southward, 1986); However, lowering the holding temperature reduced the amount of precipitation; at 5° C. and pressures of less than 2067 kPa precipitation could not be detected, even after 60 min. Treatment combinations of 689 kPa for 60 min, 1378 kPa for 30 min, 2757 kPa for 5 min and 3446 kPa for 5 min did not cause detectable precipitation at 5° C.
[0080] These results generally agree with previous reports including Jordan et al. (1987), Tomasula (1995), and Calvo and Bacones (2001), who independently investigated the precipitation of caseins from raw skim milk using pressurized CO2. Tomasula (1995) found that CO2 pressures between 2757 and 5514 kPa and temperatures between 38 and 49° C. caused complete casein precipitation. Calvo and Bacones (2001) precipitated 85% of raw skim milk caseins by applying CO2 pressures above 1998 kPa for 3 h at 40° C. Jordan et al. (1987) obtained 99% precipitation of skim milk casein by treatment with 3515 kPa at 50° C.
[0081] Protein precipitation occurs when the pH of the milk has been reduced below the isoelectric point of the casein (pH4.6). The addition of CO2 to milk leads to the formation of carbonic acid and a decrease in pH. In addition, pressurization with CO2 can cause precipitation of caseins at a pH higher than its isoelectric point (Tomasula et al., 1999). Ma and Barbano (2003) found that increasing CO2 concentration and pressure decreased the pH of skim milk; the pressure effect was greater as CO2 concentrations increased. These researchers also determined that increasing temperature affected the solubility of milk colloidal calcium phosphate, resulting in a decrease in milk pH. Jordan et al. (1987) found that precipitation of casein occurred between 40 and 70° C., and that the yield at any specific temperature was dependent upon a minimum pressure; this minimum pressure was inversely related to temperature. Thus, specific pressure/time/temperature treatment combinations must be manipulated so that the conditions do not cause precipitation of proteins from raw milk.
[0082] All time-pressure combinations significantly reduced the SPC of the raw milk compared to untreated controls, even at a low pressure and high temperature combination of 68 kPa and 20° C. At 1378 kPa, the control SPC was 7.89 log10 cfu/ml while the treated milk SPC was reduced by 0.33 log10 after 15 min and 0.39 log10 after 30 min. Twenty-four hour treatments at 20° C. and pressures ≧344 kPa resulted in microbial inactivation. The SPC of milk treated at 344, 516 and 689 kPa was significantly reduced from initial SPC by 0.39, 0.62 and 0.82 log10, respectively, while the SPC of the control milks significantly (P<0.05) increased by as much as 2.06 log10 cfu/ml. SPC in milk held at 68 and 172 kPa significantly increased by 1.07 and 0.59 log10 cfu/ml, respectively, however this population increase was significantly less than that exhibited by the control milk.
[0083] Carbon dioxide pressure treatments of 68 and 172 kPa at 10° C. applied over 24 h were more effective at curtailing growth than similar pressure-time treatments at 20° C. As found at 20° C., there was a loss in viability at pressures ≧344 kPa and the differences between control and test counts increased with increasing holding time; significant decreases in counts of 0.31, 0.56 and 0.71 log10 cfu/ml at 344, 516 and 689 kPa CO2, respectively, were achieved. The difference in SPC between control and test milks at 689 kPa was 2.68 log10 cfu/ml. These data indicate that holding raw milk under CO2 pressure not only slowed the growth of the microorganisms in the raw milk but in some cases also surprisingly resulted in a loss in viability of the microorganisms at relatively low pressure levels of only 344 kPa.
[0084] The pH of the treated and control milk samples (as measured at atmospheric pressure) was 6.6 to 5.9 at CO2 pressures ≦516 kPa and 5.7 when treated at pressures ≧516 kPa and 20° C. The pH of the treated and control milk samples, when treated at 10° C., was 5.5 at CO2 pressures ≦516 kPa and 5.8 when treated at pressures ≧516 kPa.
[0085] Others have shown inactivation of microbiota in raw and pasteurized milk with CO2 at significantly higher pressures (Erkman 1997 and 2000; Calvo and Bacones, 2001). Calvo and Bacones (2001) found a decrease in bulk raw milk microbiota of 2 log10 cfu/ml upon treatment with 3997 kPa (or 5800 psi) CO2 at temperatures ≧40° C. for 30 min. Erkman (2000) demonstrated a reduction in aerobic microorganisms in whole milk of 6 log10 cfu/ml after a 24 h treatment under 6044 kPa CO2 pressure at 45° C. Erkman (1997) also demonstrated a reduction of 8 log10 cfu/ml after a 5-h 14598 kPa CO2 treatment at 25° C. However, the use of these CO2 pressures would in our experience result in complete precipitation of the caseins and would require the use of specially designed equipment. Calvo and Bacones (2001) reported that pressures of 3997 kPa caused precipitation while Erkman (1997 and 2000) made no mention of the state of the milk. These high pressures, over 3000 kPa, are more appropriate as substitutes for thermal pasteurization of liquids that do not suffer from protein precipitation, but due to equipment requirements are not generally suitable for bulk storage and transportation purposes.
[0086] Lowering the holding temperature to 6.1° C. significantly reduced microbial growth compared to control milks when CO2 pressures of 68, 172, 344, 516 and 689 kPa were applied for 4 days. For example, the SPC of milk held at 689 kPa was 0.89 log10 cfu/ml lower than initial counts and 3.48 log10 cfu/ml lower than the controls. Over the course of 9 days, storage under 689 kPa CO2 at 4° C., the ratios of treated to untreated SPC, thermoduric, coliform, and E. coli counts were consistently lower than the ratios of control to untreated counts for the comparable groups (cfu/ml) as summarized below in Table 1.
[0000]
TABLE 1
Counts, cfu/ml
Untreated, Treated Control
Day 0 4 Days 6 Days 8 Days 9 Days 4 Days 6 Days 8 Days 9 Days
3.0 * 10<3a>7.8 * 10<2b>4.4 * 10<4c>9.7 * 10<4d>2.4 * 10<5e >1.4 * 10<5e>1.2 * 10<6f>7.3 * 10<6g>9.7 * 10<6h>
SPC 1.0 * 10<0 >1.0 * 10<0 >9.0 * 10<0m>2.1 * 10<1n>3.7 * 10<1o >1.0 * 10<0 >8.1 * 10<1p>9.6 * 10<1q>1.0 * 10<2r>
Thermoduric Bacteria 1.1 * 10<2h>1.0 * 10<2h>1.0 * 10<2h>9.3 * 10<1h>9.0 * 10<1h >4.0 * 10<2h>4.3 * 10<2i>5.5 * 10<2i >7.8 * 10<2j>
Coliforms 2.0 * 10<1k>1.7 * 10<1k>1.7 * 10<1k>1.7 * 10<1k>1.5 * 10<1k >3.6 * 10<1l>3.9 * 10<1l >6.1 * 10<1l>7.4 * 10<1l>
E.coli
The effect of 689 kPa CO2 pressure at 4° C. after 4, 6, 8 and 9-day treatments on the SPC, thermoduric bacteria, coliforms and E-coli counts in untreated, treated and control raw milks. Experiment conducted in duplicate, n = 2 (2 milk samples analyzed), each sample plated in triplicate. Counts with different letters are significantly different (P ≦ 0.05).
[0087] Milks treated at 68, 172, 344 and 516 kPa significantly increased from an initial SPC of approximately 3.30 log10 cfu/ml by 1.28, 1.10, 0.94 and 0.82 log10 cfu/ml, respectively, while the control SPC increased by 2.86, 2.85, 2.86 and 2.93 log10 cfu/ml, respectively. Milk held at 689 kPa treatment at 6.1° C. for 4 days exhibited greater inactivation than that exhibited after the 10 or 20° C. 24 h treatments (P<0.05). The pH decreased from 6.6 before treatment to 5.5 in milks treated at 516 kPa, 5.8 at 344 kPa and 5.9 at 68 kPa.
[0088] In addition to SPC, there were significant differences in gram-negative lactose fermenting and non-lactose fermenting bacteria and Lactobacillus spp. between CO2 treated and control milks as shown in FIGS. 10a-10e. In these bar charts, the first bar is gram-negative lactose fermenting bacteria, the second gram-negative non-lactose fermenting bacteria, the third Lactobacillus spp.; and the final bar is SPC. Thus, levels of gram-negative fermenters and non-fermenters were reduced at all pressures compared to untreated controls. Likewise, Lactobacillus spp. counts were approximately 1 to 2 log10 cfu/ml lower in the test milks compared to control milk. At 689 kPa, gram-negative lactose fermenting and non-lactose fermenting bacteria exhibited significant decreases of 0.80 and 0.64 log10 cfu/ml, respectively, compared to initial counts. Under 516 kPa CO2 pressure, SPC of treated samples were not significantly different from initial untreated samples while SPC of control samples increased by 2.95 log10 cfu/ml Reductions in total microbial populations as well as reductions in gram-negative and Lactobacillus spp. populations would result in improved quality of the raw milk. Ruas-Madiedo et al. (1996) found that lower levels of volatile compounds (ethanol, 2-propanone, and 2-butanone, which are microbial metabolites) were produced in carbonated milk during storage and that higher sensory scores were achieved than in untreated milks. In a later study, Ruas-Madiedo et al. (2000) found a direct association between reduced microbial growth and reduced levels of microbial glucosidases in raw milk stored with CO2; degradation of milk glucose was subsequently reduced in the treated milks. It has also been found that levels of fat-soluble vitamins (retinol, -β-carotene and a-tocopherol) in milk treated with CO2 and stored at 4° C. for 7 days were higher than that measured for untreated raw and pasteurized milks (Ruas-Madiedo et al., 1998a, b).
[0089] In the current study, populations of Lactobacillus decreased after CO2 pressure treatment. Others have found that treatment with CO2 concentrations between 0 and 2000 mg/l had no impact on the lag phase of Lactobacillus sake when grown at 7° C., and influences on the maximum specific growth rate was least affected as compared to species of Pseudomonas, Aeromonas, Bacillus, Brochothrix and Shewanella (Devlieghere and Debevere, 2000). Espie and Madden (1997) reported no effect of 30 and 45 ppm CO2 on the growth of Lactobacillus spp. Neither of these investigations, however, incorporated pressures above atmospheric in their treatments. Reductions in populations of Lactobacillus plantarum of more than 6 logs was achieved after treatment with CO2 pressures of 13 MPa at 30° C. for 30 minutes (Hong and Pyun, 1999). In subsequent studies, these researchers found that high pressure CO2 treatment of L. plantarum resulted in irreversible cellular membrane damage and reduced activity of some intracellular enzymes, physiological changes that could result in microbial inactivation (Hong and Pyun, 2000). Combined or enhanced effects of low pressures and CO2 treatments could explain the observed reductions in total Lactobacillus populations.
[0090] The effect of 689 kPa CO2 at 4° C. on the time to reach an SPC of 10<5 >cfu/ml was investigated. Pasteurized Milk Ordinance Grade A regulations specifies the SPC for raw milk should be less than 10<5 >cfu/ml prior to pasteurization. As shown in FIG. 11, where the columns sequentially represent total counts, thermoduric bacteria, total coliforms, and E. coli, the treated milks reached 10<5 >cfu/ml after 8 days of treatment, whereas the control milk reached this level after just four days. Treatment at 689 kPa and 4° C. extended the treatment holding time at least four days as compared to the control. At the end of four days treatment, treated milk SPC had decreased to 2.89 log10 cfu/ml from 3.48 log10 cfu/ml while control milk SPC increased by nearly 5 log10 cfu/ml. This reduction in SPC in treated milk agrees with the trend observed in the four-day experiments conducted at 6.1° C. (FIG. 10). Milk SPC increased to 4.64, 4.99 and 5.37 log10 cfu/ml after 6, 8 and 9 days treatment, respectively (FIG. 11). Neither E. coli nor total thermoduric bacteria counts increased in the treated milk but both significantly increased in the controls. The pH of the treated milk samples changed from an initial value of 6.6 to 5.5 at the end of days 4, 6, 8 and 9 of treatment.
Example 2
[0091] This second example was an experiment designed to confirm the preliminary results of the first example on a commercial or bulk scale.
Test System Design
[0092] The apparatus pressurizing and holding raw milk samples consisted of a 5300 U.S. gallon (20,000 liter) food grade, insulated, pressure vessel shipping container of the model HO4 type utilized by Agmark Foods, Inc. Compressed and filtered CO2 from high pressure tank was used, including a Praxair inline 3A sparger. The Agmark shipping container was sanitized on Aug. 4, 2004. The following day, the tank was pre-chilled with a spray of CO2 and filled with 3,291 U.S. gallons of fresh raw milk obtained from the Cornell University Teaching and Research Center Bovine Heard (T&R Center; Dryden, N.Y.) on Aug. 5, 2004. The raw milk from the T&R Center was received less than 12 hours after milking and was introduced from a holding tank into the pressure vessel at a temperature of approximately 1 to 2° C. Prior to filling the pressure vessel, the vessel was sealed and pressurized with carbon dioxide to a pressure of 25 psi (172.5 kPa). Milk was pumped into the tank through the discharge valve at the rear of the tank and CO2 was injected into the flow of the milk with an inline Praxair 3A sparger at a rate sufficient to infuse approximately 2000 parts per million at a gas flow rate of approximately 16 cubic feet per minute. The raw milk was pumped into the vessel at a flow rate of 70 to 80 gallons per minute with flowing CO2 under a 40 psi line pressure and 25 psi tank pressure. At the conclusion of loading, the temperature of the milk was at 2.5° C. with a tank pressure of 43 psi.
[0093] Samples were taken daily from 17 consecutive days from both the top and bottom of the pressure vessel. A control sample of five gallons of untreated milk was held at approximately 2° C. for the duration of the study and similarly sampled. Microbiological methods consistent with those described in the first example were utilized.
[0094] The data in Table 2 reflects bacterial growth (SPC log cfu/ml), thermoduric count psychrotropic count, E. coli and coliform count, pH, and CO2 content, while Table 3 provides measurements of milk and environmental temperatures.
[0000]
TABLE 2
Laboratory test data for control and CO2 treated whole raw milk: SPC, Thermoduric count, Psychrotrophic count, E. coli and Coliform count, Ph, CO2 content
Thermo- durics
SPC cufu/ml E. coli/Coliforms
Date Day Control Top Bottom Control Top Bottom Control
80504 1 3.69E+03 2.99E+03 3.19E+03 <1e0 9.15E+01 <1e0 8.95E+01 <1e0 1.10E+02 3.15E+02
80604 2 6.00E+03 2.04E+04 5.05E+02 <1e1 4.50E+01 1.00E+01 9.95E+02 1.00E+01 1.00E+01 8.20E+02
80704 3 3.00E+03 4.30E+02 3.40E+02 1.00E+01 1.75E+02 <1e1 <1e1 1.50E+00 <1e0 5.10E+02
80804 4 3.95E+03 2.69E+02 1.02E+02 1.00E+00 3.00E+01 1.00E+00 4.00E+00 <1e0 1.00E+00 5.20E+02
80904 5 3.95E+03 2.00E+02 1.05E+02 2.00E+00 3.15E+01 <1e0 5.00E+00 <1e0 <1e0 5.20E+02
81004 6 2.75E+03 1.89E+03 1.01E+02 2.00E+00 2.95E+01 1.50E+00 1.85E+01 <1e0 <1e0 2.81E+02
81104 7 2.84E+03 1.76E+03 3.25E+02 1.00E+00 2.90E+01 <1e0 1.15E+02 <1e0 1.45E+01 1.89E+02
81204 8 3.49E+03 1.61E+04 1.77E+02 <1e0 2.15E+01 <1e0 2.72E+02 <1e0 6.30E+01 2.80E+02
81304 9 4.45E+03 1.27E+04 4.20E+01 <1e0 2.10E+01 <1e0 2.84E+02 <1e0 <1e0 1.89E+02
81404 10 3.65E+03 9.55E+03 4.50E+01 — — — — — — 6.15E+02
81504 11 8.65E+04 3.14E+04 5.05E+01 <1e0 1.40E+01 <1e0 1.60E+02 <1e0 <1e0 2.05E+02
81604 12 1.76E+05 4.50E+04 2.05E+01 — — — — — — 4.55E+02
81704 13 1.12E+06 4.10E+05 2.00E+01 <1e0 1.50E+01 <1e0 <1e0 <1e0 <1e0 4.75E+02
81804 14 <1e0 9.15E+01 <1e0 8.95E+01 <1e0 1.10E+02 3.15E+02
81904 15 <1e1 4.50E+01 1.00E+01 9.95E+02 1.00E+01 1.00E+01 8.20E+02
82004 16 1.00E+01 1.75E+02 <1e1 <1e1 1.50E+00 <1e0 5.10E+02
82104 17 1.00E+00 3.00E+01 1.00E+00 4.00E+00 <1e0 1.00E+00 5.20E+02
82204 18 2.00E+00 3.15E+01 <1e0 5.00E+00 <1e0 <1e0 5.20E+02
Ph ppm CO2
Thermodurics Psychrotrophics Con- Bot- Con- Bot-
Date Day Top Bottom Control Top Bottom trol Top tom trol Top tom
80504 1 1.00E+01 1.00E+01 <1e1 <1e1 <1e1 6.6 5.9 5.9 129 2001 2190
80604 2 4.25E+02 5.00E+01 6.50E+00 <1e0 <1e0 6.6 5.9 5.9 103 1988 2004
80704 3 4.50E+02 3.50E+00 8.00E+00 5.00E+00 5.00E+00 6.7 6 5.9 103 2125 1985
80804 4 6.00E+00 1.00E+00 2.10E+01 2.00E+00 3.00E+00 6.7 6 5.9 94 2091 1950
80904 5 1.00E+00 1.00E+00 3.10E+01 <1e1 <1e1 6.8 6 6 90 2070 2071
81004 6 5.00E+01 3.50E+00 6.8 6 5.9 90 2055 2128
81104 7 4.00E+01 2.00E+00 6.8 6 5.9 90 2274 2043
81204 8 2.22E+03 1.50E+00 6.7 6 6 90 2898 1970
81304 9 1.15E+03 <1e0 6.8 6 6 90 2884 1920
81404 10 6.45E+02 3.00E+00 6.8 6 6 90 2250 2146
81504 11 5.20E+02 <1e0 6.7 6 6 90 2740 1943
81604 12 8.05E+03 <1e0 6.8 6 6 90 2477 2060
81704 13 1.77E+02 1.00E+00 6.8 6 6 100 2250 2146
81804 14 1.00E+01 1.00E+01 6.8 6 6 103 2236 2126
81904 15 4.25E+02 5.00E+01 6.7 6 6 103 3311 2198
82004 16 4.50E+02 3.50E+00
82104 17 6.00E+00 1.00E+00
82204 18 1.00E+00 1.00E+00
[0000]
TABLE 3
Temperature date (° F. in the vicinity of the Hartford, NY Cornell University Teaching and Research Center (CLIMOD database) from Tompkins County, Ithica station
Sample Temperature ° C. Sample Temperature ° F. High Low Avg
Day Day Control Top Bottom Control Top Bottom Temp Temp Temp
80504 1 2 2.6 2.6 36.6 36.6 36.6 75 61 68
80604 2 2 2.3 2.6 35.6 36 36.4 69 47 58
80704 3 2 4.6 2.7 35.6 40.3 36.7 62 52 57
80804 4 2 4.1 2.9 35.6 39.4 37.3 65 53 59
80904 5 3 4.1 3.8 37.4 39.8 39 74 51 63
81004 6 2 7 4.9 35.6 44.7 40.5 80 57 69
81104 7 2 8.5 4.8 35.6 47 40.3 80 61 71
81204 8 2 8.9 5.6 35.6 47.6 41.9 75 60 68
81304 9 2 8.8 5.8 35.6 47.4 42.1 66 60 63
81404 10 2 10.1 6.4 35.6 49.5 43 72 59 66
81504 11 2 10.1 8.9 35.6 50 47.7 73 53 63
81604 12 2 10.4 8.2 35.6 50.4 46.5 75 55 65
81704 13 2 10.4 8.4 35.6 50.6 47 74 50 62
81804 14 2 10.7 8.5 35.6 50.8 47.2 80 53 67
81904 15 2
Comment: Bottom tank sample averaged a daily increase of 0.75 degree F. while the top tank sample averaged a daily increase of 1 degree F.
[0095] A microbial quality limit of 5 log cfu/ml SPC was adopted from the U.S. Department of Health and Human Services, Public Health Service and Food and Drug Administration Grade A PMO standards for individual producer grade “A” raw milk. As shown in FIG. 12a, the total microbial growth did not reach levels of the quality limit until day 11 for the control milk and day 12 to 13 for the top tank milk. Bacterial levels in the bottom of the tank did not reach the limit during the entire 17 day study and actually decreased from the first day's measurement although the temperature had increased to approximately 9° C. (FIG. 12b) The low pressure CO2 storage extended the shelf life of the raw milk by 4 to 5 days with no added refrigeration or measurable increase in food safety risk. Due to the stationary nature of the test, milk fat separated and formed a denser layer at the top in which most pathogens were concentrated. A natural agitation of raw milk product during transit would mitigate this effect. Certain low fat products may actually achieve reduced microbial counts over time under similar CO2 pressures.
REFERENCES
[0000]
Calvo, M. M. and E. Balcones. 2001. Inactivation of microorganisms and changes of proteins during treatment of milk with subcritical carbon dioxide. Milchwissenschaft 56(7):366-369.
Daniels, 1. A., R. Krishnamurthi, and S. S. H. Rizvi. 1985. A review of effects of carbon dioxide on microbial growth and food quality. J. Food Proto 48(6):532-537.
Devlieghere, F. and 1. Debevere. 2000. Influence of dissolved carbon dioxide on the growth of spoilage bacteria. Lebens. Wissen. Tech. 33(8):531-537.
Dixon, N. M. and D. B. Kell. 1989. The inhibition by carbon dioxide of the growth and metabolism of microorganisms. 1. Appl. Bacteriol. 67: 109-136.
Enfors, S. O. and G. Molin. 1978. Influence of high concentrations of carbon dioxide on germination of bacterial spores. J. Appl. Bacteriol. 45 :279-285.
Enfors, S. O. and G. Molin. 1981. The influence of temperature on the growth inhibitory effect of carbon dioxide on Pseudomonas fragi and Bacillus cereus. Can. 1. Microbiol. 27(1):15-19.
Erkman, O. 1997. Antimicrobial effect of pressurized carbon dioxide on Staphylococcus aureus in broth and milk. Lebens. Wissen. Tech. 30:826-829.
Erkman, O. 2000. Antimicrobial effect of pressurized carbon dioxide on Enterococcus faecalis in physiological saline and foods. 1. Sci. Food Agri. 80:465-470.
Espie, W. E. and R. H. Madden. 1997. The carbonation of chilled bulk milk. Milchwissenschaft 52:249-253.
Gill, C. O. and K. H. Tan. 1979. Effect of carbon dioxide on growth of Pseudomonas fluorescens. Food Microbial. 4:285-291.
Griffiths, M. W., J. D. Phillips, and D. D. Muir. 1987. Effect of low temperature storage on the bacteriological quality of raw milk. Food Microbiol. 4:285-291.
Haas, G. J., H. E. Prescott, E. Dudley, R. Dik, C. Hintlain, and L. Keane. 1989. Inactivation of microorganisms by carbon dioxide under pressure. J. Food Safety 9:253-265.
Hendricks, M. T. and T. H. Hotchkiss. 1997. Effect of carbon dioxide on the growth of Pseudomonas fluorescens and Listeria monocytogenes in aerobic atmospheres. J. Food Prot. 60: 1548-1552.
Hong, S. L, Pard, W. S., and Y. R. Pyun. 1999. Non-thermal inactivation of Lactobacillus plantarum as influenced by pressure and temperature of pressurized carbon dioxide. Int. J. Food Sci. Technol 34:125-130.
Hong, S. l. and Y. R. Pyun. 2001. Membrane damage and enzyme inactivation of Lactobacillus plantarum by high pressure CO2 treatment. Int. J. Food Microbial. 63:19-28.
Hotchkiss, J. H. 1996. Commitment to cottage cheese. Dairy Foods 29.
Houghtby, G. A., L. J. Maturin, and E. K. Koenig. 1992. Microbiological count methods. Pages 213-246 in Standard Methods for the Examination of Dairy Products. 16 ed. T. R.
Marshall, ed. American Public Health Association, Washington.
Jordan, P. J., K. Lay, N. Ngan, and G. F. Rodley. 1987. Casein precipitation using high pressure carbon dioxide. New Zealand J. Dairy Sci. Technol. 22:247-256.
King, J. S. and L. A. Mabbitt. 1982. Preservation of raw milk by the addition of carbon dioxide. J. Dairy Res. 49:439-447.
Ma, Y. and D. M. Barbano. 2003. Effect of temperature of CO2 injection on the pH and freezing point of milks and creams. J. Dairy Sci. 86(5):1578-1589.
Mabbitt, L. A. 1982. Preservation of refrigerated milk. Kieler Milchwirtschaftliche Forschungsherichte 34:28-31.
Martin, J. D., B. G. Werner, and J. H. Hotchkiss. 2003. Effects of carbon dioxide on bacterial growth parameters in milk as measured by conductivity. J. Dairy Sci. 86(6):1932-1940.
Muir, D. D., J. D. Phillips, and D. G. Dalgleish. 1979. Lipolytic and proteolytic activity of bacteria isolated from blended raw milk. J. Society Dairy Technol. 32: 19-23.
Roberts, R. F. and G. S. Torrey. 1988. Inhibition of psychrotrophic bacterial growth in refrigerated milk by addition of carbon dioxide. J. Dairy Sci. 71 :52-60.
Rowe, M. T. 1989. Carbon dioxide to prolong the safe storage of raw milk. The Milk Industry 91:17-19.
Ruas-Madiedo, P., Bada-Gancedo, J. C., Fernandez-Garcia, E., Gonzalez De Llano, D., and C. G. De Los Reyes-Gavilan. 1996. Preservation of the microbiological and biochemical quality of raw milk by carbon dioxide addition: A pilot-scale study. J. Food Proto 59:502-508.
Ruas-Madiedo, P., Bascaran, V., Brana, A. F., Bada-Gancedo, J. C., and C. G. De Los Reyes-Gavilan. 1998a. Influence of carbon dioxide addition to raw milk on microbial levels and some fat-soluble vitamin contents ofraw and pasteurized milk. J. Agric. Food Chem. 49: 1552-1555.
Ruas-Madiedo, P., Bascaran, V., Brana, A. F., Bada-Gancedo, J. C., and C. G. De Los Reyes-Gavilan. 1998b. Influence of carbon dioxide addition to raw milk on microbial levels and some fat-soluble vitamin contents of raw and pasteurized milk (correction). 1. Agric. Food Chern. 46:2894-2894.
Ruas-Madiedo, P., De Los Reyes-Gavilan, C. G., Olano, A., and M. Villamiel. 2000. Influence of refrigeration and carbon dioxide addition to raw milk on microbial levels, free monosaccharides and myo-inositol content of raw and pasteurized milk. Eur. Food Res. Technol. 212:44-47.
Shipe, W. F., R. Bassette, D. D. Deane, W. L. Dunkley, E. G. Hammond, W. V. Harper, D. H. Kleyn, M. F. Morgan, J. H. Nelson, and R. A. Scalan. 1978. Off flavors of milk: Nomenclature standards and bibliography. J. Dairy Sci. 61:855.
Southward, C. R. 1986. Utilization of milk components: Casein. Pages 317-368 in Modern Dairy Technology: Advances in Milk Processing. Vol. 1. R. K. Robinson, cd. Elsevier Applied Science Publishers, London.
Tomasula, P. M. 1995. Preparation of casein using carbon dioxide. J. Dairy Sci. 78:506-514.
Tomasula, P. M. and R. T. Boswell. 1999. Measurement of the solubility of carbon dioxide in milk at high pressures. 1 Supercrit. Fluids 16:21-26.
U.S. Department of Health and Human Services, P. H. S., Food and Drug Administration. 1999. Grade “A” Pasteurized Milk Ordinance. Vol. Publication No. 229. 1999 Revision ed. U.S. Department of Health and Human Services, Public Health Service, Food and Drug Administration, Washington.
Wolfe, S. K. 1980. Use of carbon monoxide and carbon dioxide enriched atmospheres for meats, fish and produce. Food Technol. 34:55.
US7041327
Carbon dioxide as an aid in pasteurization
Carbon dioxide as an aid in pasteurization
Inventor: HOTCHKISS JOSEPH / LOSS CHRISTOPHER R [US]
The present invention provides processes to inhibit or reduce the growth of bacteria and other pathogens in a liquid by adding carbon dioxide (CO2) to the liquid, and thermally inactivating the bacteria and other pathogens in the liquid, wherein the added CO2 cooperates with the thermal inactivation process so that the efficacy of the thermal inactivation process is enhanced.