rexresearch
Wallace MINTO
Freon Power Wheel
E.
F. Lindsley: Popular Science (March 1976)
Wally Minto's Wonder Wheel
The Minto Wheel (Construction manual)
Wallace L. Minto: US Patent #
3,636,706 Heat-To-Power Conversion Method and
Apparatus
W. Minto & Leonard J. Keller: British
Patent # 1,301,214 Prime Mover System
Popular Science
(March 1976)
Wally Minto's Wonder
Wheel
by E. F.
Lindsley
Wally Minto's eyes
twinkled. "Now that you've got your pictures of the serious
stuff, I want to show you our latest engine. It's at least 85%
effecient, never wears out, requires no fuel or maintenance,
costs very little, and should have been invented 100 years
ago."
I'd just finished
shooting pictures of Minto's solar-powered, Freon
engine/generator set (P.S., Feb. 1976) and I wasn't
quite sure if he was kidding about this newest engine. Four
used propane bottles were hose-clamped to the ends of two
pieces of aluminum angle, each about four feet long.
The angles crossed
at 90° at the center and were mounted on a central hub like a
skinny four-blade windmill with bottles to swing in the
breeze.
Each bottle was
connected to its mate on the opposite end of the angle with
steel brake-line tubing. Under the rig's support was a tank of
the type used to locate leaks in an inner tube.
While I gazed in
disbelief, Wally explained how his incredible power wheel
works (see diagram below).
A few weeks later I
again visited the Kinetics Lab. By then the propane bottles
had evolved into 12 containers of steel pipe welded into a
polygon.
The principle
remained the same. I watched as Wally opened the valve to let
in a trickle of water from solar panels on the roof of his
parking shed. The water temperature was 155° F.
Almost
imperceptibly, the wheel started to turn. The speed picked up
a bit and I timed a revolution -- about one rpm. Minto noted
my misgivings.
"Try holding onto
the shaft," he said. I grabbed the shaft firmly --- it was if
I'd tried to stop some eerie, irresistible force: no sound, no
evidence of power, just pure twist.
"Picture one 200
feet in diameter," he said. This time my mind boggled. Such a
rig might hoist the pyramids.
Wally doesn't expect
industrialized nations to scramble for his wheel, and he isn't
selling anything. He's donating it as a "gift to the world"
and expects it will be used in underdeveloped, energy short
areas.
For example, a
practical 33 ft. diameter wheel running on a temperature
difference of as little as 3.5° F and producing several
horsepower could pump irrigation water, grind grain, or saw
wood. The materials could be scrap pipe, and no machining or
skills are needed to build it.
Several low-boiling
materials might be used, but propane or R-12 may be best.
Minto estimates a
slightly larger (40 ft.) wheel with 14 pairs of one-ft. by 4.5
ft. containers would provide 10,240 ft/lb of work per
container as each 269 lb. of liquid responds to gravity
through a 20 ft level arm.
At only one rpm this
is 8.69 hp; not spectacular, but low cost and capable of
running steadily for generations. The slow rotational speed
can be stepped up to whatever is needed, just as with the
old-time waterwheels.
No fuel would be
needed in many cases. The temperature difference required
between the liquid on the bottom and the top occurs naturally
in many situations: water and air, light and shade, etc.
Minto has outlined
construction details in a two-sheet paper entitled "The Minto
Wheel." There are NO restrictions on building or experimenting
with the wheel.
Sun Power Systems,
Inc.
1121 Lewis Ave.
Sarasota, Fla 33577

Low-boiling liquid,
such as freon or propane, fills one bottle of each pair. The
opposite bottle is empty and void of air. The liquid collects
in the lower bottle, which is immersed in warm (solar-heated)
water.
Heat from the water
(or a solar reflector, or any other source slightly warmer
than the surrounding air) vaporizes the liquid and forces part
of it up through the connecting tube and into the empty bottle
on top.
Gravity does the
rest:
The heavy bottle
starts down; --- the lighter bottle floats up.
As each pair
shuttles its liquid mass back and forth, the whole thing turns
and repeats the process endlessly.
The Minto Wheel
(
Transcribed by Bruce Hegerberg from a booklet published by
Minto ( 4/30/97 );
Posted by Jerry Decker
KeelyNet/www.escribe.com)
Our forefathers used
waterwheel to produce power, power which changed man's way of
life and increased productivity. Today, when we know that our
supply of energy from fossil fuels (including uranium) is
exhaustible, every consideration should be given to tapping
renewable energy sources.
Wallace Minto, a
scientist internationally-known for his development of a
pollution-free automobile engine, has developed a practical
version of an engine that runs on small temperature gradients
to produce useful power. Such small temperature gradients are
plentiful almost everywhere on earth, or can easily be
produced from solar energy.
The engine consists
simply of a wheel with a series of sealed containers fastened
around its rim. Diametrically opposite pairs of containers are
connected by tubes. A low-boiling liquid, like propane,
butane, carbon dioxide or Freon is sealed into the bottom
container and subjected to a very mild increase of
temperature. This causes a part of the liquid to vaporize,
producing a higher pressure on the surface of the remaining
liquid. This pressure forces the liquid up the connecting pipe
until it spills into the opposite container at the top of the
wheel.
This shift of mass
causes the top container to become heavier while its opposite
number at the bottom of the wheel becomes lighter, and the
force of gravity causes the wheel to turn, in the same manner
that water turns a water wheel. As the filled container nears
the bottom of the wheel, it is in turn subjected to the
influence of the heat source, and it then discharges its
liquid into the original container which is now empty at the
top of the wheel, having cooled as it traveled upward. This
cycle is repeated indefinitely with no loss of the contents of
the sealed chambers and the wheel keeps turning as long as
there is an adequate temperature difference between its bottom
and top.

No
significant power can be produced from ordinary fluids that have
relatively high boiling points, such as water or alcohol. Their
vapor pressures are too low at temperatures near ambient. In
addition, it takes too much heat energy to vaporize a pound of
their liquid. However, today we have available liquids that
vaporize to produce high differential pressures at very modest
temperature differences. The use of these fluids is what makes
the Minto wheel practical as a power source. Units of modest
size could perform such tasks as pumping water for irrigation,
grinding food grains and generating small amounts of machine
power on a farm-by-farm basis. A temperature gradient of as
little as two degrees Celsius (about 3½° F.) will drive a wheel
ten meters (33 feet) in diameter. Such small temperature
differences are abundant almost everywhere in nature: such as
the temperature difference between water and cooler air, or even
the difference between direct sunshine and shade.
The wheel turns
relatively slowly, but produces enormous torque, or twisting
effect on a shaft; this can be geared up through gears or
belting to produce any speed desired at the final output
shaft.
The Minto wheel is
simple and inexpensive to build and is virtually maintenance
free. When constructed of suitable materials and supplied with
heat, a single unit can keep grinding out power for
generations.
The wheel is simple
to construct because no precision machine work is required. It
is designed to be built from those materials most readily at
hand in your community. The drawings herewith are intended to
serve as a guide, or an example of such construction, but the
exact dimensions given need not be followed closely. We
suggest full exercise of your ingenuity in substituting parts
available on most farms, from automobile junkyards, or your
local refrigeration and air-conditioning serviceman.
Certain
basic considerations in the design of a wheel are:
1. The main body of
the working liquid should be heated as little as possible.
Side arm tubes, for example, could be used to heat and
vaporize only that portion required to pressurize the chamber.
2. The power output
capability of the wheel depends upon the temperature
differential available to drive it.
3. Extended surfaces
should be employed to facilitate heat transfer.
4. Heat transfer to
structural parts, particularly main container walls, should be
minimized. Minimize the weight of the structural parts heated.
5. Higher density
liquids maximize horsepower output from a given wheel
operating at a given RPM.
6. Dual liquid
fillings can be employed for special purposes. For example,
using mercury as the shifting mass, powered by propane as the
volatile fluid, tremendous torque can be generated with a
relatively small diameter wheel.
7. The choice of
working fluid is governed by optimum compromise among these
factors, at the temperature range to be used.
Minimize:
Cost
Latent heat of
vaporation of liquid
Specific heat of
fluid
Viscosity of liquid
Maximize:
Vapor pressure
Ratio of the
specific volume of the vapor to that of the liquid
Liquid density
TANKS
The tanks around the
rim are the most difficult part, so they should be made first.
They are conveniently fabricated from pipe, (such as aluminum
irrigation pipe) by welding, brazing or soldering. If you do
not have the facilities to make hermetically-sealed tanks, you
can get assistance from that modern-day equivalent of the
village blacksmith --- your local welding shop. Or you may be
able to improvise from surplus oxygen flasks or vacuum
reservoirs from an auto junk yard. Throwaway freon tanks in 25
pound sizes make excellent tanks that are often available very
cheaply from your local refrigeration and air conditioning
service-man. Aluminum is desirable because of its lightness
and durability, but steel is easier to weld, braze or solder.
On the other hand,
welded joints are not essential. Carefully threaded and doped
joints are satisfactory. If slip-on end caps are used, they
may be applied with a good epoxy adhesive to form a hermetic
seal.
After each tank is
fabricated with a short side tube, we recommend it be tested
with compressed air, applying soapy water liberally to all
joints to check for leaks. You can fit a tire valve stem to
the side tube and use a tire pump or take it to your local
service station.
If you are concerned
about the strength of your tanks, we recommend that you fill
them with water before pressurizing. You can even pressurize
them solely with water from your domestic supply. Since the
compressibility of water is small at these modest pressures,
this removes any danger from rupture on testing.
The number of tanks
around the rim is not crucial, except that it must be an even
number. We recommend at least eight tanks, or four pairs to
get a reasonably-smooth power flow. The larger the tank
diameter, the greater the developed torque. But larger tanks
have a smaller relative area for heat transfer.
If you are using
larger tanks, such as old freon containers, it is preferable
to silver solder or braze on several copper U-bends to the
outer side of the tanks. The volatile liquid can then flow
into the copper tubes and vaporize in them to produce the
pressure needed to force the bulk of the liquid up the radial
tubes and into the opposite tank, Similarly, these tubes will
enhance condensation of vapor in the top tank.
If you are
fabricating tanks from pipe, we recommend that you insert in
each tank a rolled-up piece of corrugated aluminum sheet to
make a multiplicity of small channels next to the tank wall,
This will improve heat transfer and tend to vaporize the fluid
next to the wall with less heating of the main liquid mass.
Alternate ways to
join the side arm tube to the tank:
1. Purchase brass
adapters which are threaded with standard ½ inch Iron Pipe
Thread on one end and ½ inch tubing compression fitting on the
other end. Bore these out so that the ½ inch tubing slides all
the way through. A thick walled tank may then be drilled and
tapped to accept the ½ inch I.P. end, which is installed using
Permatex or other good pipe dope. The side arm tube is slid
into final position with its brass grommet and nut in place
and tightened down. A little smear of Permatex on the tube
before tightening will insure a leak-proof tube joint.
2. A brass plug
threaded for 1/2; inch or 3/4 male IPT may be drilled through
to accept a short length of 1/2; inch copper tubing, which is
then soft-soldered into proper position. The brass plug is
installed in the tank wall as in #1 and the radial tube
connected to the opposite tank by solder sweat fittings.
3. If the tank has a
thin wall, a short length of tubing may be soldered or brazed
in position. If the tank is steel, use copper tubing and
braze, silver solder or hard solder in place. If the tank is
aluminum, use an aluminum tube and special aluminum solder to
make the joint. You can also solder a copper tube through an
aluminum tank using a special solder. These special
self-fluxing aluminum solders are available from dealers
listed in the appendix. Follow directions carefully and try
soldering some scrap pieces until you get the knack of using
these special alloys.

4. Of course, a good
Heliac welder can do a quick and secure job of fastening on
the end caps and stub tubes. If you and your friends were
going to make a number of wheels, you might negotiate a
reasonable mass-production price at a well-equipped welding
shop.
5. If you are
working with thin-walled tubing, the connecting tube may be
brought through a thick end cap by threading in a street ell,
or welding on an ell fitting. In that case, you may choose to
use a fairly sturdy pipe as the crossover tube between tanks,
which can also do double duty as a spoke of the wheel.


If you make
the tanks from thin steel pipe (Schedule 20 or 10), their
fabrication should be well within the capabilities of an
ordinary electric welding machine or a flame brazing torch.
It must be
emphasized that all joints must be made with care to be
permanently leakproof under pressure. If this is done, the
Minto wheel can produce power for generations, since there is
no way for its working fluid to escape.
Once your tanks have
been fabricated and tested, you have finished the hardest
part. The next most important component is the central support
hub and axle.
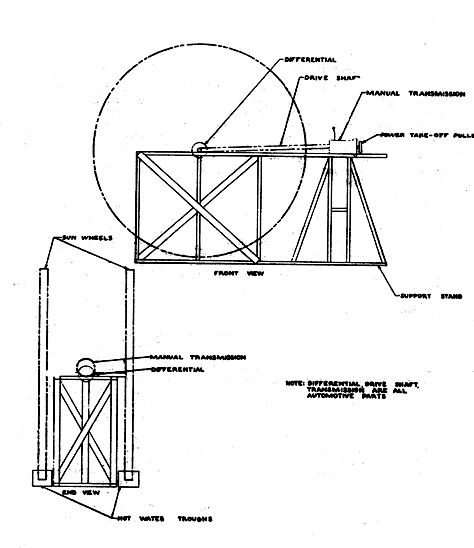
We have shown how to
construct the central support hub and axle on a bare-bones
basis, using a short length of 3 inch pipe, some square steel
plates and a home-made bearing. But here a little browsing at
an auto junk yard can give inspiration to your ingenuity. A
rear axle and differential housing provides an excellent
bearing assembly, with the added advantage that the former
drive shaft will run at higher RPM than the wheel mounted on
the axle. Of course, you will have to stop the other axle from
turning --- or mount another Minto wheel on it to double the
power output at the drive shaft. (Make sure you mount them so
both turn the same way.) Also remember that the lubricating
oil will run out of some differentials unless the drive shaft
is horizontal.
A pair of old front
wheel suspensions, complete with steel wheels, can also solve
your bearing and hub assembly problems.
If none of these
options is open to you, then make the bearing assembly as
shown in the prints. The piece of 3 inch iron pipe should be
polished with emery paper or any available abrasive.

The pillow-blocks
may be of wood, jigsawed, rasped or carved to a reasonable fit
with the pipe axle. It is preferable, but not essential, to
line the wood with a sheet of copper or lead. Or pour molten
babbit, plumber's solder or similar soft metal in a wooden
form to a level half
way up the diameter of the axle, to make a long-lasting
bearing. After pouring, remove the axle from the solidified
metal and scrape the alloy lightly to smooth it. Occasional
greasing will let it run for decades, especially if you
protect the axle from weather by tacking a piece of old tire
or tube over the bearing-axle junctions.
We have shown the
spokes made from aluminum angles, since these are light and
durable. However, any other material or shape of adequate
strength will do. Aluminum channel, pipe or tubing is fine, or
even steel pipes will suffice at a cost of added maintenance
to retard rusting. Heavy walled plastic water pipe will give
excellent durability, but the number of spokes should be
doubled to compensate for the lesser rigidity.
The blueprints show
a minimum number of spokes to minimize labor. You may find it
desirable to add cross bracing to these, particularly if you
build a larger wheel or use heavier tanks.
A taut lacing of
wire or light cable, in the manner of the spokes on a bicycle
wheel, will also improve rigidity.
The
Support Stand:
The support stand is
shown as made from ordinary two by four lumber. This will last
longer if pressure-treated lumber is used. But it is more
durably fabricated from steel angles or galvanized pipe,
bolted or welded together. Either one should be supported off
the ground on masonry, rocks or cement blocks to prolong its
life. There is lots of room for improvisation here. Just
remember to build with triangles, not rectangles.
Triangular framing
provides stiffness and rigidity with a minimum of materials
used.
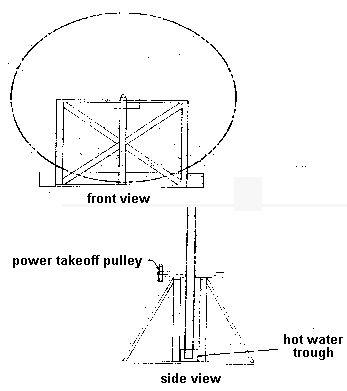
POWER TAKE OFF
Since there are so
many uses for power, we can only give some general guidelines
and a few illustrations. These facts should be kept in mind:
The Minto wheel likes to work; like its ancestor, the water
wheel, it is a high-torque, low-speed mechanism. It operates
most efficiently just below its maximum torque-capability. Of
course, its output can be converted to higher RPM by gears,
chains, and sprockets, cable or rope drives, belts and
sheaves, etc. But, it is most effective at jobs which use high
torque at low speed, such as irrigation or grinding grain.
1. Always remember
that horsepower is Proportional to the product of torque times
RPM. A given wheel, operating across a given temperature
gradient, will provide a particular maximum horsepower when
fully loaded. If loaded less than that maximum, it will
provide the output needed to drive its given load. It is
self-regulating up to its maximum or stall torque.
2. The power
take-off drive train should be designed to match your power
requirements at the RPM of the final driven device. If you are
pumping water, a low speed piston or well pump is easily
driven with a simple crank arm fixed to the axle of the wheel.
Two or more pistons have a smoother demand for power, and a
wheel will more efficiently drive them if they are phased
oppositely.
The wheel can easily
drive a drum which hoists an endless series of pails to lift
water from a well. Similarly, you can drive an air-compressor,
such as an old piston refrigeration compressor or an
air-conditioning compressor from a junked automobile (Ford
type is best). The compressed air can be stored in a tank to
drive any air motor to do anything.
You can pump water
uphill into a pond or other reservoir and use this stored
power to drive a small Pelton wheel to produce power on
demand.

3. If you require a
higher RPM in a directly driven device, it should be realized
that ordinary V-belts and sheaves can not transmit the high
torque of a Minto wheel, at least in the primary stages of
gearing up to higher RPM.
For the first and
possibly second stage of speed multiplication, use sprockets
and motorcycle chain, or cable or rope drives, or gearing.
Here, mounting the
wheel on an old automotive differential is advantageous, since
the output will be geared up at least 3 to 1, depending upon
the assembly chosen. If the original differential drive shaft
is coupled to an automotive transmission (manual type) a
further step up in speed will be obtained, along with the
versatility of a variable speed output. After going through
these speed multiplication gear stages, ordinary V-belts and
sheaves should handle the probable torque demands of later
higher-speed power requirements.
On the other hand,
if you choose the simple axle and sleave bearing mounting, you
can easily convert an old steel auto-wheel to a drive
sprocket. Just weld or bolt studs on the rim, carefully spaced
to coincide with the holes in the sprocket chain to be used.
You do not need a stud per hole: eight or ten around the rim
is usually adequate. But they must be set on a circumference
of the wheel that is an integral multiple of the distance
between adjacent holes in the chain.
A convenient method
is to use bicycle sprockets and chain, fastening the pedal
sprocket to the wheel axle and the small sprocket to a pulley
shaft. For higher torque, use two or three bicycle sprockets
and chains working in parallel. Or use the stronger sprockets
and chain from a motorcycle. Another alternative is to fasten
the output end of an old car transmission (manual type) to the
wheel axle.
FILLING THE WHEEL WITH FLUID
Many fluids are
available for this purpose. Your choice will depend primarily
upon a trade-off between cost and efficiency, as well as the
temperature gradients available to you. The man-made fluids,
represented by the freon family, have relatively high liquid
densities and very low heats of vaporization. Therefore, they
are most efficient as working fluids, producing the most
horsepower for a given design of wheel. However, they are more
expensive than the readily-available hydrocarbons, like
butane, or liquified "bottled-gas".
A third class of
fluids consists of solutions of one substance in another, such
as carbon dioxide dissolved in washing soda solution
(essentially "club soda"), or propane dissolved in kerosene.
We recommend that the solution type of fluid be used only by
more sophisticated constructors who have the expertise to deal
with the more complex factors involved in desorption and
re-sorption. However, these can yield excellent efficiencies
because the heat of solution is lower than the heat of
vaporization.
FILLING THE SYSTEM
The fluid is put
into each pair of tanks by means of a fill valve on each
connecting tube. Of course, the fill valve can be on one tank
of each pair. You can conveniently improvise a fill valve with
the valve from a bicycle tube or a metal valve stem from an
automotive inner tube. Other choices are to use fill valves
available at an air-conditioning supply store, or the valves
that come on freon tanks. The latter is a logical choice if
you use the one-way freon tanks available from your local air
conditioning shop.
In filling the
tanks, it is very desirable to remove as much air as possible
from each pair before filling and sealing.
The presence of air
reduces the pressure differential attainable at a given
temperature gradient, cutting down the power output.
There are a number
of ways to remove most of the air, depending upon what
equipment is available to you - or even without equipment.
Some
Choices are:
1. Your
refrigeration service man usually has an old compressor which
will pull a decent vacuum through the fill valve.
2. An automotive air
conditioning compressor from a junk yard can be
directly-driven by an electric motor to evacuate the tanks.
3. You can obtain a
"water aspirator" from a chemical supply house (or drug store)
for several dollars which will pull a decent vacuum when
hooked up to a garden hose, even at low domestic water
pressure.
4. If you have no
source of vacuum, merely admit some of the working fluid of
your choice into the system through the fill valve, wait a few
minutes for mixing, turning the wheel by hand, then vent the
mixed gases. Three or four repetitions of this flushing will
adequately remove air from the system. If you choose to fill
the tanks with freon, we suggest you flush with "bottled gas",
since that is cheaper and entirely compatible with
the freon.
When most of the air
is removed from the system, each pair of tanks is filled With
enough working fluid to fill one tank with liquid and its
opposite with vapor. Since the exact amounts are not critical,
simple measurement of the tank dimensions will enable you to
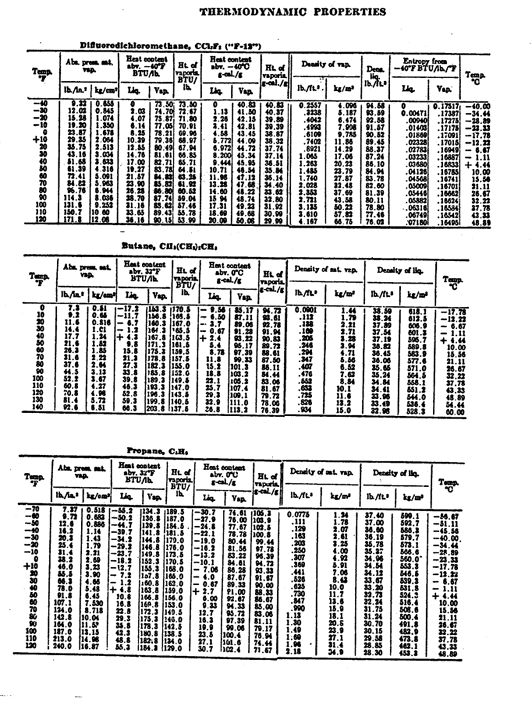
calculate the volumes of the tank. The tables in the appendix
will allow you to estimate the weight of fluid to be put in
the fill tube.
The most direct way
to determine the weight of fluid placed in each pair of tanks
is to weigh the supply tank. If the supply tank is connected
to the fill valve with a flexible tube, you can continuously
monitor its weight on a bathroom scale.
If that is not
readily available, make a simple equal-arm balance from a
length of lumber and hang the supply tank on one end and a
bucket on the other. Fill the bucket with water until balance
is achieved, then remove from the bucket a measured amount of
water equal to the weight of fluid you wish to put in. A pint
is a pound and a liter is a kilogram. The beam will balance
again when the correct weight of working fluid has entered the
system.
If you do not have a
bucket big enough, hang the supply cylinder at some measured
shorter distance from the pivot point and use the appropriate
factor in determining the amount of water to be removed.

DESIGN CONSIDERATIONS
The Minto Wheel is
designed to utilize relatively small temperature gradients to
produce useful mechanical energy. A hot spring or solar heated
water will drive it nicely. Be very careful to chose a liquid
which will not produce a pressure too high for your tank
walls. Do not try for very high temperature differences unless
you are familiar with analysis of mechanical strength of the
tanks. We advise against using high-temperature heat sources
(such as flames) to drive the system, unless you are qualified
to make the required analyses of stresses.
TANK SIZE
Do not be too
ambitious in the size of tanks used. As the diameter of the
tank is increased, its liquid capacity goes up as the square
of the diameter, but the area available for heat transfer
increases only linearly with the diameter. Heat transfer
determines the op wer output. A wheel with small tanks will
develop less torque, but will run faster. Remember that the
power output is proportionate to torque times RPM.
Usually, tanks with
diameters of from three to eight inches are most satisfactory.
The length of the tank can be varied to suit the diameter of
the wheel. Any variation in the length of the tank varies the
volume and area in the same ratio. A long slim tank is better
than a short fat one.
We recommend that at
least eight tanks per wheel be used, but more than sixteen
becomes somewhat complicated by the large number of crossover
tubes threading through the hub area. Layout is simplified by
using an even number of pairs, rather than an odd number of
pairs. In other words, use eight, twelve or sixteen tanks
(four, six or eight pairs) rather than ten or fourteen tanks
(five or seven pairs).
CALCULATIONS
To determine the
weight of fluid needed to fill your chosen tanks: If they are
cylinders, take the inside diameter of the tank and multiply
it by itself, then multiply the product by 0.7854 to get the
cross-sectional area. Multiply this number by the length of
the tank to get its volume. Be sure that all measurements are
made in the same units. If measured in inches, the result will
be in cubic inches. If in centimeters, the result will be in
cc. or ml. The tables in the appendix are given in English
units of pounds per cubic foot, so your cubic inch result
should be divided by 1728 to read out in cubic feet. Our
metric friends only need to move the decimal point three
places to the left to get liters, or six places to get cubic
meters.
Remember that the
total weight of fluid put into each pair of evacuated tanks
should be equal to one tankful of liquid plus one tankful of
vapor, at the probable operating temperature. The tables in
the appendix will supply the necessary data to calculate the
desired weiqht from the known volume of your tanks. This is
not a critical matter but leads to maximum efficiency of
operation. It is similarly desirable, but not essential, to
have an equal weight of fluid in every pair of tanks on the
wheel.
Operation
of the wheel:
The power output of
the wheel is proportionate to the rate at which heat is
transferred into the liquid at the bottom and out of the vapor
at the top,
For a given
temperature difference, a hot water bath will transfer heat to
the bottom tanks at a rate about forty times faster than hot
air will.
So, we recommend
that you use hot water to heat the bottom tanks, when
feasible. The water may be heated by solar radiation, as with
a solar collector below the bath level to heat it by
convection. If you have a geothermal spring, your worries are
over, and it need be only twenty degrees or so warmer than the
air to give a reasonable power output.
Similarly, if you
are using the wheel to pump water, arrange to have a few drops
dripping on the top of the wheel to cool the upper tanks by
evaporation. This increases the temperature difference across
the wheel and increases power output. Even if you have no cool
water, a bucket with a wick siphon dripping on the top of the
wheel will help greatly, especially in hot, dry climates.
We have mentioned
that the wheel likes to work and should be loaded to maximum
torque for best efficiency. The optimum speed is easily
determined for your particular wheel and heat source by
putting into one of the crossover lines a small "bulls eye"
type sight glass. These are available at your local air
conditioning service man. Only one need be built into one
cross-over line if all your tanks are similar.

The load
should be adjusted so that liquid starts to
spurt up the cross-over line when the bottom tank of that pair
is horizontal. Bubbles of vapor should start to show in the
sight glass as the tank trailing behind this one becomes
horizontal. By adjusting the load on the power take off, and the
depth of the water bath, this ideal may be approached.
Power
output of the wheel:
Of course, you can
just build a wheel and load it until it is working at maximum
efficiency, then see whether it will do the job you hoped it
would. But it is not difficult to calculate how much power it
should turn out. The basic rules were worked out by Lazare
Carnot (1753-1823) for water wheels, the major prime movers of
his day, which were pure gravity engines. It is interesting
that his son, Sadi Carnot, (1796-1832) is the author of the
Carnot Theoreum of modern thermodynamics. Sadi took his
father's formulae for power development by water wheels and
converted it to the potential power output of heat engines.
Sadi likened the "caloric fluid" to water, and the temperature
through which it dropped to the height through which the water
dropped. Today, we know that Lazare Carnot was correct, since
the amount of water coming out the bottom of a waterwheel is
the same as the amount of water going into the top. We also
know that the amount of heat coming out of a heat engine is
less than the amount of heat going into it. But in Sadi
Carnot's day, the efficiency of steam engines was so low that
he could not detect the difference between the "caloric fluid"
going into the engine and the amount coming out. So he
incorrectly applied his father's water wheel formulas to heat
engines in 1824.
I do not wish to
digress with this historical diversion, but it should be
realized that this wheel is a synthesis of both the Carnots,
father and son. It is a gravity engine operating on the
principles of the water wheel, driven by a temperature
gradient.
Back
to our calculations:
If a weight of any
substance falls through a vertical distance, its potential
energy may be converted into kinetic energy. If one pound of
weight falls one foot, it can develop one foot-pound of
energy. Power is the rate of delivery of energy. It
has been established that one horsepower is the equivalent of
delivering 33,000 foot-pounds of energy per minute. Or 4500
kilogram-meters per minute.
To calculate the
horsepower output of your wheel then, it is only necessary to
know its diameter, and the weight of liquid transferred from
bottom to the top tank each minute. The product of these two,
divided by 33,000 will give you the horsepower. This is Lazare
Carnot, upside down.
Well, its easy
enough to measure the diameter of the wheel, but how much
weight will transfer per minute? Here is where Sadi Carnot's
theorem takes over. The greater the temperature difference,
the higher the efficiency. Put Lazare and Sadi together and
you get a "snowball effect".
Let's state it this
way: The greater the temperature difference between the bottom
and top of the wheel, the greater is the power output and
efficiency of conversion of heat to power.
Let us get back to
calculating how much weight will be transferred per
minute.
To determine this,
let us look at what happens. In the bottom tank, we must
vaporize a quantity of liquid to fill that tank with vapor.
The vapor displaces almost a tankful of liquid into the upper
tank. You already know the volume of the tank, so you must
calculate the weight of vapor it takes to fill it, at
your probable operating temperature. This number you can get
from the tables given herein. Then you read out, on the same
line, the heat of vaporization per unit weight. This gives you
the amount of heat you have to put into the bottom tank to
empty it. {Pounds of vapor times heat of vaporization per
pound.}
Now you know how
much heat (measured in British Thermal Units, BTU's) you have
to put into the tank to empty it and drive the liquid into the
top tank.
But power depends
upon the rate of heat flow. Knowing how many BTU's
have to flow into the tank, you must next figure out the rate
of heat flow. The heat flow rate depends upon the
temperature difference between the water bath and the contents
of the tank. For each degree Fahrenheit of temperature difference
between the water bath and the working fluid in the tank,
about 5 BTU's will flow per minute per square foot of tank
wall area.
If you are not
familiar with thermodynamic calculations, this may seem like a
big chunk to swallow. But if we cut it up into little pieces,
it is not hard to digest. And you would really like to make a
reasonable prediction of what your wheel can turn out So let's
take an example, step by step, to illustrate the principles:
Let us say that we
make the tanks from three lengths of aluminum irrigation pipe
of four inch diameter. If we cut each length into five foot
sections, we will get about four tanks per piece of pipe,
giving 12 tanks for our wheel. If the wheel is somewhat over
60 feet in circumference, it will be about 20 feet in
diameter. Those are the basic facts.
We can calculate
that each tank has a heat transfer area of 4 x 3 14 ( ) square
inches per inch of length, multiplied by 60 inches of length
gives about 754 square inches. Since there are 144 square
inches in a square foot, the 754 square inches converts to
5.24 square feet per tank, We will ignore the area of the end
caps as a little "fudge factor" in our favor,
Now we put in the 5
BTU per minute per square foot per degree Fahrenheit. So we
know each tank can transfer 5 times 5.24 or about 26 BTU's per
minute for each degree temperature difference between its
contents and the water bath.
Next we will assume
the ideal case, where we heat up and vaporize only the weight
of fluid required to fill the tank volume.
We can calculate
that the volume of one tank is:
4" x 4" x 0.7854 x
60" = 754 cubic inches
or 754/1728 = 0.436
cubic feet
If we are using
freon-12 as our working fluid, and pick a reasonable
intermediate temperature of l00° F, reference to the tables in
the appendix show that its vapor has a density of 3.135
lbs/cu. ft. at that temperature. Therefore the weight of F-12
that has to be vaporized to displace the liquid in the lower
tank is:
0.436 x 3.135 lbs
= 1.37 lbs.
From the same table
on the same line, we see that it takes 57.46 BTU to vaporize
one pound, so the amount of heat to be transferred into the
tank is:
1.37 lbs x 57.46
BTU = 78.54 BTU
How much mass is
transferred? Well, we started with a tankful of liquid. Our
tables tell us that liquid F-12 at 100° F weighs 80.11 lbs per
cubic foot, and we know that a tank holds 0.436 cu ft.
80.11 x 0.436
34.93 lbs per tank
Of course, we are
going to convert 1.37 lbs of the liquid into vapor, so the net
transfer of liquid will be:
34.93 - 1.37 : 33.56
lbs
Since our wheel is
about 20 feet in diameter, each tankful will provide nearly:
33.56 x 20' = 671
foot pounds of energy
In our example,
twelve tanks will empty per revolution; we will get:
12 x 671 = 8050 ft
lbs/revolution
If this work was
used for hoisting water with an endless bucket chain, we can
readily calculate that the 8000 ft. lbs of work per revolution
is equal to that required to raise 95 gallons of water ten
feet for each revolution of the wheel. In practice, somewhat
less would be raised because of friction and other losses, but
we are merely trying to approximate the magnitude of the
useful work to be realized from the conditions of this
example.
Let us continue by
calculating how many revolutions per minute would be
expected.
We said earlier that
the rate of doing work is a function of the rate of
heat flow. The rate of heat flow is governed by the area and
the temperature difference. In our example, the tanks have an
area of 5.24 square feet and a heat transfer coefficient of
about 5 BTU per minute per square foot, so each tank will
transfer 26 BTU per minute per degree Fahrenheit difference
from the water bath. If the bath has water heated by solar
panels, it might easily have an average temperature of 140° F,
or 40°more than the tank.
So, our heat flow
rate would be:
40 x 26 BTU = 1040
BTU/min/tank
We have already
calculated that, under ideal conditions, it takes 78.54 BTU to
empty the tank. Therefore a tank ideally should empty in:
78.54/1040 = 0.0755
min or 4.5 seconds
Since there are
twelve tanks on the wheel, it would ideally make about one
revolution per minute and hoist 95 gallons of water per minute
through ten feet.
Remember that this
is a theoretical calculation and your wheel will produce work
at a somewhat lesser rate than the theoretical. If your
specific embodiment produces half the theoretical work output,
it would be equivalent to hoisting a 50 gallon drum of water
up ten feet every minute. This is considerably more work than
a man can perform on a sustained basis.
The wheel does not
produce a high RPM, high power intensity output. If you have
need for high intensity output, such as driving an electrical
generator, then consider another innovative approach. Like the
Minto wheel, this is also a gravity engine driven by a thermal
gradient. But a different sequence of actions occur.
THE ARTIFICIAL HYDROLOGIC CYCLE
This prime mover is
useful in more special circumstances. It uses a
moderately-high temperature gradient (achieving greater Carnot
efficiency) and a substantial difference of elevation, such as
a mountain or high building. The basic principle involves the
vaporization of a low-boiling liquid at modest pressure, such
as a hot spring can produce. The vapor flows upward through a
well-insulated pipe to some higher elevation, doing work
against gravity. At the highest point it flows into an
air-cooled condenser, wherein it gives up its heat and reverts
to liquid form. The liquid flows back downhill through a pipe
to produce a substantial hydrostatic head. The high pressure
liquid drives an hydraulic motor. The exhaust of the motor
flows into the vaporizer to close the cycle. The example gives
details for one set of circumstances.
This form of
prime-mover requires some precision-built machinery in the
hydraulic motor. But it has a greater intensity of power
output. (High torque at high RPM) Nonetheless, the components
are durable and not expensive. If the necessary sources of
altitude and heat are available, it has a very high cost
effectiveness and excellent durability. Like the wheel, once
built, it can turn out power for generations to come without
consuming irreplaceable fuels.

US Patent # 3,636,706
Heat-To-Power
Conversion Method and Apparatus
Abstract
A fluorocarbon
compound possessing a low-specific heat and a low-latent heat
of vaporization is forced in the liquid state through a heat
exchanger and heated to within 50 F of, but not exceeding its
critical temperature, while being maintained at a pressure
exceeding its vapor pressure, to produce a liquid containing
vaporous nuclei which is then injected through a nozzle or
other pressure-reducing device tangentially into an expansion
chamber, which chamber is at a pressure below the liquid’s
vapor pressure, whereby a portion of the liquid evaporates and
separates from the remaining liquid. The vapor fraction is
withdrawn from the chamber to drive a vapor engine, the
engine’s exhaust vapor is condensed to a liquid which is then
raised in pressure and mixed with the liquid fraction from the
separation chamber and recirculated through the heat
exchanger.
Background of the
Invention
The present
invention is directed generally to improvements relating to
the thermodynamic cycle and it relates particularly to an
improved method and apparatus for converting heat into motive
power.
The use of steam as
a drive medium or working fluid in vapor driven engines
possesses important drawbacks and disadvantages. Among these
disadvantages are susceptibility to freezing, the high
weight-to-power ratios and the low maximum achievable
efficiency, the latter being due to the high heat of
vaporization of the water and the consequent high energy
losses in the condenser. The use of other working fluids in
place of steam as the drive medium overcomes many of the
drawbacks accompanying the use of steam. Many of the
fluorinated carbon compounds, particularly the fluorinated
carbon compounds such as trichloromonofluormethane (R-11) and
other of the fluorocarbons possess highly desirable properties
and characteristics as drive fluids. They have low heats of
vaporization so the condenser energy losses are low and their
pressure-enthalpy characteristics are highly desirable.
However, the use of
fluorinated carbon compounds is accompanied by important
practical drawbacks when embodied in the conventional cycles.
These compounds are subject to decomposition on being heated
to excessive temperatures, have small enthalpies, and under
conventional conditions possess low heat transfer properties.
Consequently under conventional conditions accompanying the
heating and vaporization of these fluorinated compounds
attendant to their use as working fluids, localized heating or
hot spots occur which promote and accelerate their
decomposition. Moreover, the size of the boilers and heat
exchange units are large relative to their heat transfer
capacity when employed with the fluorinated compounds, and the
conventional heating and vaporizing procedures and apparatus
otherwise leave much to be desired.
Summary of the
Invention
It is a principal
object of the present invention to provide an improved method
and apparatus for the conversion of heat into motive power.
Another object of
the present invention is to provide an improved method and
apparatus for producing a high-pressure vapor.
Still another object
of the present invention is to provide an improved method and
apparatus for the production of high-pressure vapors of
condensable fluorinated compounds in which any heat
decomposition of these compounds is eliminated.
A further object of
the present invention is to provide an improved method and
apparatus of the above nature characterized by their
efficiency, reliability and versatility and the compactness,
ruggedness and adaptability of the apparatus.
The above and other
objects of the present invention will become apparent from a
reading of the following description taken in conjunction with
the accompanying drawing which illustrates a preferred
embodiment thereof.
In a sense the
present invention contemplates the provision of a method and
apparatus for the production of a pressurized vapor from a
liquid which vapor is employed as the drive medium in a vapor
engine wherein the liquid is pumped through a heat exchange
and is there heated to a temperature below its critical vapor
pressure so that the liquid phase is maintained in the heat
exchange unit, the heated liquid being discharged into an
expansion chamber at a pressure below its corresponding vapor
pressure to vaporize a fraction of the injected heated liquid.
The vapor and liquid fractions are separated in the chamber,
the liquid fraction being returned to the heat exchange unit
and the vapor fraction being used to drive a vapor engine, the
expanded vapor output of which is condensed and the condensate
returned to the heat exchanger.
Advantageously, the
working fluid is a low boiling point fluorocarbon compound
having a low heat of vaporization, preferably a boiling point
at atmospheric pressure of [ ? ]° F., to 250° F., and a heat
of vaporization of 20 to 300 BTU per pound at atmospheric
pressure. Examples of highly suitable liquids are R-11, R-113,
R-114, R-115, R-216, perfluoro cyclic ethers and amines, and
R-21.
The temperature and
pressure of the liquid in the heat exchange unit is
advantageously such that the liquid is in a nucleated state,
that it, the pressure and temperature is such that a portion
of the fluid is present in the form of minute vaporous nuclei
but is characterized by the absence of any formation of
bubbles of significant dimensions. The heat transfer rate to a
liquid is found to be highest when it is in such a state of
nucleated boiling, however, the rate of heat transfer from the
wall to the fluid drops sharply if conditions are such that
bubble formation occurs, and furthermore, there is a great
danger of boiler tube burnout in the event that heat transfer
from the tube wall to the heated fluid drops and the tube is
not adequately cooled thereby. Moreover, the above conditions
are highly conducive to the local overheating of the fluid
with the resulting decomposition thereof. The system described
herein obviates these difficulties and improves the efficiency
of heat transfer, thereby substantially reducing the physical
size of the vaporizer.
The heat exchange
unit conduits are advantageously of such design and dimensions
and the flow rate of the liquid therethrough are such as to
produce turbulent flow in the heat exchange conduits. In
addition, the surface-to-volume ratio of the heat exchange
conduits should be such as to effect a temperature gradient
between the external heating fluid or hot gases and the
conduit wall far greater than between the conduit wall and the
heated liquid.
Advantageously, the
expansion chamber separating receiver is of cylindrical shape
with a depending conical bottom wall, the heated liquid being
injected into the chamber through a tangential nozzle to form
a vortex in the chamber, the vapor fraction being obtained
through a coaxial nozzle conduit in the top of the chamber and
the liquid fraction being drawn from the bottom of the
chamber.
In order to increase
the entrance velocity and produce a pressure differential, the
minimum cross-sectional area of the tangential nozzle leading
into the cylindrical expansion chamber is advantageously less
than, and preferably less than half of, that of the conduit
leading from the heat exchanger to the nozzle. The diameter of
the expansion chamber is advantageously 3 to 10 times that of
the conduit leading to the nozzle and the height of the
chamber is advantageously 4 to 12 times the conduit diameter,
and the height of the depending conical section is preferably
between 2 and 5 times the conduit diameter. The chamber
coaxial vapor outlet conduit projects into the chamber a
distance of one to 4 times and is of a diameter of one to 4
times the diameter of the conduit leading to the nozzle.
The vortex produced
in the chamber causes a rapid separation of the liquid and
gaseous fractions with minimal entrainment each of the other.
Further, centrifugal action produces a pressure gradient
across the radius of the vessel so that any small droplets of
liquid entrained in the gas tend to evaporate.
The subject method
and apparatus produces a pressurized vapor from a low boiling
point fluorocarbon in a highly efficient and reliable manner
with the obviation of any decomposition or deterioration of
the fluorocarbon, and the apparatus is compact, simple and
rugged.
Brief Description
of the Drawings
Fig. 1 is a
flow diagram of a heat to motive power conversion system
embodying the present invention; and

Fig. 2 is a
front elevational view, partially in section, of the fluid
expansion and separation section thereof.

Brief Description
of Preferred Embodiment
Referring now to the
drawing which illustrates preferred embodiment to the present
invention, the reference numeral 10 generally designates the
improved heat to motive power conversion system which includes
a heating unit 11, a vapor separator 12, a vapor engine 13, a
condenser 14, a feed pump 15, and a burner 16 in a typical
operation the low boiling fluid and would be circulated by
pump 17 through the heat exchanger 18 which typically would be
comprised f a multiplicity of coiled pipes constructed of a
material that is heat and corrosion resistant. The heated
fluid would then pass through a pressure reducing valve 19,
which is optional, and thence through nozzle 20 into the vapor
separator unit 12. The liquid portion of the heated fluid
would then return via conduit 21 and reservoir 22 to the pump
17 for recirculation, whereas, the vapor portion of the heated
fluid would exit separator via conduit 23, pass to the engine
13 through throttle valve 24 which controls the engine 13.
Exhaust from engine 13 would pass via conduit 25 into an
injector 26. Within the injector 26 the exhaust vapor from the
engine thereby raising the pressure in condenser 14 and
providing a much greater surface for the vapor to condense
upon, as well as a higher pressure within the condenser,
thereby making the heat transfer much more efficient. A
portion of the liquid from pump 15 travels via check valve 29
back into the heat exchanger vapor separation system 11, 12.
Fuel supplied to the burner 16 is controlled via valve 32
which, in turn, is actuated by network 33 of known
construction. Network 33 is controlled in turn by the sensor
30, which is responsive to the temperature of the heated fluid
within the heat exchanger coils and also to the sensor 31,
which is responsive to the vapor pressure inside the vapor
separator 12. Temperature sensor 30 is preset to turn down the
duel supply or turn it off entirely if the temperature exceeds
a preset value below the critical temperature of the working
fluid. Pressure sensor 31 is arranged so as to reduce or cut
off the fuel supply via network 33 if the pressure exceeds the
preset value.
The expansion
chamber and vapor liquid separator 12 includes a vertical
cylindrical wall 40 provided with a depending conical bottom
wall 41 which terminates in the dependent coaxial conduit 21.
The top of chamber 12 is closed by a wall 42 through which
inlet conduit 20 projects to a point below top wall 42. A
preferably rectangular inlet nozzle 34 communicates with the
upper part of chamber 12 through cylindrical wall 40 in a
direction tangential to the cylindrical wall 40. The nozzle 34
is preferably of greater height than width and upon the flow
of liquid therethrough into chamber 12 a rotating liquid and
vapor vortex is produced.
The system 10 is
charged with a low boiling point fluorocarbon compound for
example, R-11. Under normal operating conditions with R-11,
pressure regulator sensor 31 is adjusted to 500 pounds per
square inch, absolute, fuel control network 33 adjusted for a
liquid outlet temperature in pipe 18 of 380° F.
Under normal
operating conditions the pressures and temperature are as
above set forth. The conditions of the working liquid in pipe
18 are such that it is in a state of nucleated boiling with a
highly efficient heat transfer from the pipe to the liquid.
The hot pressurized liquid issues from nozzle 20 effecting the
vaporization of about 10-20 percent by weight of the liquid
discharged therein under the above conditions. By reason of
the strong centrifugal force accompanying the vortex the
liquid fraction and vapor fractions rapidly and efficiently
separate, the liquid fraction traveling to the wall 40 and
separating downwardly through funnel 41 and conduit 21 and the
vapor fraction flowing upwardly through conduit 23. The vapor
flows through and drives engine 12 the exhaust of which is
liquefied in the pressurized condenser 14 and recirculated
through heat exchange unit 18 by pump 15. The liquid fraction,
on the other hand, flows into tank 22 from which it is
withdrawn by pump 17 and recirculated through heat exchange
unit 18.
A drop in demand of
pressurized such as accompanies the closing down of throttle
valve 24 results in an increase in the pressure in chamber 12
which in turn reduces the delivery rate or fuel to the burner
16 to return the pressure therein to the regulated value. Any
tendency for the temperature in pipe 18 to drift from the
preset temperature is overcome by the regulating system
including network 33 and sensing element 30 which
automatically varies the fuel control valve.
According to a
specific example of the improved apparatus the diameter of
vapor discharge conduit 21 is 1.5 inches, the conduit 23
projecting 3 inches into chamber 12. The diameter of chamber
12 is 5 inches and its height is 8 inches and the height of
conical wall 41 is 4 inches. The nozzle transverse cross
section is one inch high and 1/4 inches wide and the inside
diameters of pipes 18 and 20 are one inch each. The engine 12
is a 5-cylinder reciprocating piston engine of a total
displacement of 150 cubic inches and is capable of delivery
with the present system about 125 shaft horsepower.
Examples of other
working fluids which may be employed and their preferred
operating parameters are as follows:

The working fluid is
advantageously a nonflammable compound having, at atmospheric
pressure, a boiling point of 0° to 250° F., and heat of
vaporization at room temperature of 20 to 300 BTU per pound.
It should preferably have a critical temperature of 200 to
600° F., and a critical pressure of 400 to 1000 psi absolute.
The temperature to which the liquid is heated in heat
exchanger 18 should be within 40 F., of the critical
temperature and the pressure should exceed the saturation
pressure by about 10 to 100 psi. The pressure in the expansion
chamber should be between 10 and 200 psi less than the
critical pressure.
While there have
been described and illustrated preferred embodiments of the
present invention it is apparent that numerous alterations,
omissions, and additions may be made without departing from
the spirit thereof.
I claim: [Claims not
included here]
British Patent # 1,301,214
Prime
Mover System
Wallace L.
Minto and Leonard J. Keller
The present
invnetion relates to prime mover systems.
In US Patent #
3,479,817 and in British Patent Specification No. 1,251,484
there are described external combustion engine systems
employing as a drive medium in a closed sealed circuit,
fluocarbon compounds having low latent heats of vaporization
and desirable boiling points. While the systems described in
the aforesaid British and US patents are in many respects
superior to the conventional prime mover systems employing
steam as the drive medium, the use therein of conventional
vapor engines, as typified by the turbine and reciprocating
engine is accompanied by numerous drawbacks and disadvantages.
These drawbacks and disadvantages are consequent to the
operating and flow characteristics of the conventional engines
particularly when employed with the fluocarbon drive medium,
whose properties in many critical areas are radically
different from that of steam. In addition to the usual
drawbacks of the reciprocating engine, including high inertial
losses, poor torque speed characteristics, high friction and
high maintenance requirements, the high losses and
inefficiencies attendant to the operation of that engine due
to the numerous changes in the direction of flow of the drive
medium through the engine are aggravated by the use of a
fluorocarbon drive medium because of its relatively high
specific weight. The turbine, on the other hand, is a
low-torque engine which in many applications requires the use
of expensive energy consuming speed reducing transmissions, is
inefficient at low speeds, requires relatively high
inlet-exhaust pressure difference, and has a relatively high
size to torque ratio. Thus the use of reciprocating engines or
turbines with fluorocarbon drive medium leaves something to be
desired.
The object of the
present invention is to provide a prime mover system which has
a high efficiency, ruggedness, simplicity, excellent torque
and speed characteristics, low maintenance requirements, and
great reliability, adaptability and versatility.
According to the
present invention there is provided a prime mover system
comprising a closed sealed circuit containing a drive medium
having a latent heat of vaporization of less than 100 gram
calories per gram ad a boiling point less than 95° C
atmospheric pressure, said closed sealed circuit comprising:
A vapor engine
including at least two male and female members defining
oppositely pitched helical screws intermeshing along a
longitudinally extending area of engagement and extending from
a leading input end to a trailing outlet end, a casing housing
the screws and having faces in substantially fluid tight
engagement with the peripheries of the screws and an inlet
communicating with the trailing end of the female screw, the
female screw having chamber defining grooves and the male
having helical lobes engaging the chambers along the
intermeshing area, the screws rotating in predetermined
opposite directions under the influence of a pressurized fluid
introduced through the input port;
Means including an
input and an output for heating and vaporizing the drive
medium;
Means including a
condenser having an input and output for cooling and
liquefying the drive medium;
Means for injecting
liquid drive medium from the cooling and liquefying means into
the heating and vaporizing means input;
Means connecting the
output of the heating and vaporizing means to the input of the
engine; and
Means connecting the
output of the engine to the input of the cooling and
liquefying means.
An output drive
shaft is connected to one or both screws and projects by way
of suitable seals or glands through the casing. It should be
noted that more than two intermeshing rotor screws may be
employed, for example two female rotors engaging a common male
rotor. Examples of mechanisms which may be employed and
modified for the present purposes are described, in among
others. US Patents Nos. 1,696,802 No. 2,578,196, and No.
3,016,842.
The drive medium
should be a fluorocarbon compound, preferably having at least
two carbon atoms and three fluorine atoms per molecule, and in
addition may contain hydrogen, oxygen, silicon and chlorine
atoms in any desired combination to obtain the optimum
thermodynamic properties desired. Mixtures and azeotropes of
two or more of the above compounds may be employed as the
drive medium and there may be added a suitable compatible high
boiling point lubricant which is liquid at normal
temperatures, preferably a fluorosilicone lubricant. The above
fluorocarbon compounds are characterized by their high
lubricity, stability, vapor range and non-inflammability as
well as their low heat of vaporization.
Preferably the
engine is provided with means for controlling the vapor
cut-off to the successive helical screw chambers and hence the
chamber expansion ratio and engine torque. Expansion ratio of
1:1.5 to 1:20 are employed to advantage, the preferred range
being 1:3 to 1:10 for operation without simultaneous liquid
injection. Increasing the expansion ratio increases the
engine’s conversion efficiency, while decreasing the ratio
maximizes output torque. By adjusting the expansion ratios the
need for variable speed transmissions or torque converters is
obviated, and such adjustment is achieved by varying the point
at which communication between successive rotor chambers and
the engine input is cut off, and this may be accomplished by
providing peripherally-spaced input ports and controlling the
communication between the ports and the heated vaporized drive
medium. The engine vapor is advantageously directed at the
leading faces of the helical chamber grooves so that the
inertia of the input vapor is also converted to mechanical
energy with a resulting increase in engine efficiency,
particularly at high engine speeds.
A further increase
in efficiency is achieved by injecting or admixing with the
engine inlet vaporized drive medium, medium in the liquid
state. Unlike most substances the fluorocarbon compounds
suitable for use as drive media tend to superheat upon
isoentropic expansion from the saturated vapor. The superheat
enthalpy may be used to vaporize additional liquid drive
medium within the engine, increasing the volume of vapor and
furnishing additional work of expansion. The pressure required
to inject the liquid into the engine may be supplied by the
boiler feed or other pump. The temperature of the liquid may
be as low as that of the condenser outlet, or as high as that
of the hot saturated liquid in the boiler in equilibrium with
the saturated vapor being used to drive the engine, or any
intermediate temperature.
The proportion of
liquid to be injected is readily calculable from the relative
enthalpies of the liquid injected and that of the exhaust
vapor that would occur without admixture of liquid. In this
calculation, allowance should be made for the fact that
expansion of the vapor in the engine is not truly isoentropic,
hence the enthalpy and superheat of the exhaust is greater
than it would be is expansion was truly isoentropic. The
proportion of liquid injected into the engine should be such
that the resultant exhaust, after admixture, contains a
minimum of superheat. Indeed, it is preferable that the
exhaust condition be within the saturation line at condenser
pressure, say at 80% or 90% quality. The presence of liquid
droplets suspended in the vapor materially improves sealing
across lines of approximation of the surfaces of the moving
engine parts and assists in lubricating them to minimize wear
and tear. By such admixture of liquid with the engine inlet
vapor, a greater total volume of gas passes through the
engine, and the work output of the engine becomes a larger
fraction of the net heat inputs to the boiler, resulting in
improved thermal efficiency of the system. It is to be noted
that this advantageous result can only be obtained with
substances which superheat upon expansion of their saturated
vapors.
The admixture of
liquid and gas should preferably take place within the engine
expansion chambers, although may take place at any point prior
thereto, since it will require a finite period of time to
reach equilibrium, which will occur under the turbulent
conditions of flow within the engine. It is advantageous to
inject a portion of the liquid at relatively low temperature
into the engine by such means as to cause it to flow through
the bearings, thereby cooling and lubricating them. The liquid
injected into the bearings at the high pressure end will admix
with the vapor in the engine, increasing its efficiency as
outlined above.
The fluorocarbon
lubricant is admixed with the original charge of fluorocarbon
drive fluid, in which it is soluble, particularly at elevated
temperatures. Since the fluorosilicone is soluble therein,
ebullition of the fluorocarbon in the boiler results in a
vapor containing entrained microdroplets of fluorosilicone,
which are carried into the engine and lubricate its moving
parts. The fluorosilicone droplets dissolve in the
fluorocarbon liquid in the condenser and the resultant
solution has higher lubricity than the fluorocarbon alone,
lubricating the boiler feed pump, circulating pump seals and
all other moving parts in the system. The fluorsilicone is
unaffected by the relatively low boiler temperatures required
to vaporize the fluorocarbon drive medium (less than 250° C).
Hence it circulated freely and unchanged throughout the entire
system. We have found that less than 1 percent of
fluorosilicone is adequate, and 0.2% by weight is out usual
proportion.
The prime mvoer
system of the present invnetion employing as a drive medium
the specified fluorocarbon compound and helical screw engine
is far superior to a system using a fluorocarbon drive medium
and conventional vapor engines in its lower cost, high
efficiency, versatility and adaptability and its improved
torque speed characteristics, great reliability and low
maintenance. Moreover, the improved system is far superior to
a corresponding system employing steam as a drive medium for
similar reasons, including the poor lubricity of steam and its
tendency to condense on expansion.
Referring to the
accompanying drawings:
Figure 1 is a
schematic diagram of a prime mover system embodying the
present invnetion;

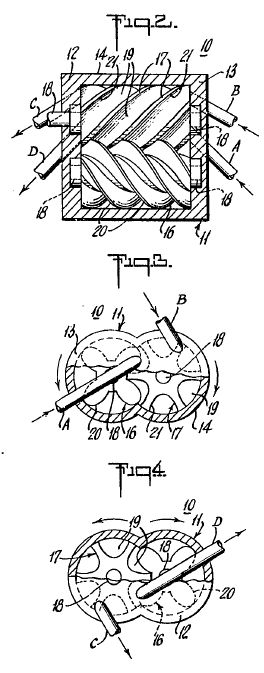
Figure 2 is a
top plan view partially broken away, of the vapor engine forming
part of the improved system;
Figure 3 is a
left hand end view thereof; and
Figure 4 is a
right hand end view thereof.
The reference
numeral 10 designates a helical screw rotor engine which forms
part of a closed vapor liquid circuit of the nature described
in US Patent No. 3,479,817 and British Specification
1,251,484. The engine 10comprises a housing 11 (Figure 2)
including opposite end walls 12 and 13 and a peripheral wall
14 having a transverse cross-section delineated by
intersecting circles.
A pair of mating,
helical screw, male and female defining rotors 16 and 17
respectively are located in the housing 11 and are provided
with axial end shafts 18 which are journaled in corresponding
pairs of axially aligned bearings mounted on end plates 12 and
13, at least one of the shafts 18, for example that connected
to female rotor 17, projecting by way of a suitable seal
through one of the end plates and defining the engine drive or
output shaft.
The rotors 16 and17
fit in the casing 14 to close tolerances to minimize any
leakage between the rotors and the peripheral and end faces of
housing 11. The female rotor 17 has a plurality of similar
helical chambers or cylinders defining grooves 19 formed
therein, each of which extends for somewhat less than 360
degrees about the rotor 17 from the leading to the trailing
end thereof, example 6 grooves 19 in the illustrated
embodiment. The male rotor 16 includes a plurality of similar
helical piston defining lobes 20, four in number in the
illustrated embodiment. Successive lobes 20 register with
successive grooves 19 along a longitudinally-extending
intermeshing zone and form a rolling fluid tight engagement
therewith with the opposite concurrent rotation of the meshing
rotors 19and 20. Thus the lobes 20 define pistons which slide
along cylinder or chamber defining grooves 19 so that these
successive chambers expand from the leading or input end
proximate end plate 13 at the rotor intermeshing zone with the
rotors 16 and 17 rotating clockwise and counterclockwise
respectively as viewed in Figure 3. The lobes 20 disengage
respective grooves 19 in less than one revolution and before
the leading end of the respective groove again reaches the
intermeshing zone.
A pair of
pressurized vapor inlet conduits A and B respectively extend
through corresponding openings in leading end plate 13
providing communication with the leading end of housing 11 and
grooves 19 at a point shortly following the rotor intermeshing
zone in the clockwise direction therefrom wherein the chamber
in the communicating groove 19 is expanded a small
predetermined amount by the mating lobe 20, and at a point
further removed in the clockwise direction from the first
point where the chamber in the groove 19 registering therewith
is further expanded by the mating lobe 20. Thus the engine
expansion chamber defined by mutual engaging groove 19 and
love 20 is greater when communicating with conduit B than with
conduit A and receives a greater volume of pressurized vapor
in the former case, that is when the pressurized vapor is fed
to the chamber by conduit B or by both conduits A and B, than
by conduit A alone.
A pair of exhaust
conduits C and D, respectively, provide communication with the
grooves 19 through the trailing end plate 12 and are
positioned in a manner similar to conduits A and B. Thus
successive grooves 19 maintain their pressure even after they
have been disengaged by corresponding lobes 20 by reason of
the closure of opposite ends thereof until their trailing ends
reach exhaust conduit C through which the pressurized vapor in
the corresponding grooves is discharged. It should be noted
that pressurized vapor may be fed to conduits C and D and
conduits A and B connected to exhaust under which conditions
the rotors 16 and 17 will be rotated in a reverse direction to
that when the pressurized vapor is fed through conduits A and
B.
The conduits A and B
as well as the conduits C and D extend in a direction toward
the leading face 21 of the respective groove in registry
therewith, preferably perpendicular thereto. Thus, the
pressurized vapor fed by any of the conduits A, B, C, or D
into the engine impinges on the corresponding leading groove
face 21 to impart torque to the rotors as a consequence of the
momentum of the inflowing vapor.
As seen in Figure 1
of the drawing the conduits A and B are connected respectively
to the outlet ports 22a and 22b of a valve 22 having an inlet
port 22c and the conduits C and D are connected respectively
to the outlet ports 23a and 23b of a valve 23 having an inlet
port 23c, the valves 22 and 23 each having actuators or
spindles for selectively connecting the inlet ports to both
respective outlet ports or the leading of the respective
outlet ports that is ports 22a and 23a or to cut off the
outlet ports. The valve inlet ports 22c and 23c are
respectively connected to the outlet ports 24a and 24b of a
valve 24 having inlet ports 24c and 24d which are
alternatively respectively connected to the outlet ports 24a
and 24b or 24b and 24a.
A drive medium
heater or heat exchange unit 26 of any suitable type is heated
in any suitable manner, for example by a conventional oil or
gas burner, to raise the temperature of the liquid drive
medium therein to close to the coiling point thereof,
preferably to its nucleated boiling point, at the pressure I
the heater unit, the inlet to the heater unit 26 being
connected to the outlet of a condensate pump 28 which may be
driven by engine 10 or by any suitable auxiliary drive means.
The inlet to condensate pump 28 is connected to the outlet of
a liquid drive medium reservoir tank 29 whose inlet is
connected to the outlet of a heat exchange condenser unit 30
which may be suitably cooled by air or water. The inlet to
condenser 30 is connected to valve port 24d.
The outlet of heater
26 is connected to the inlet of an expansion chamber 32 of the
structure described in the abovementioned British Patent
Specification, the vapor outlet of which is connected
successively through a selectively operable throttle valve 34
to valve port 24c. The liquid outlet of expansion chamber 32
is connected to the inlet to heater 26 and through a throttle
valve 37 advantageously adjustable with throttle valve 34 to
the inlet of throttle valve 34.
The circuit
illustrated in Figure 1 is closed and hermetically sealed and
is charged with a fluorocarbon drive medium of the nature
specified above, for example R-113, R-114, R-216 or other
fluorocarbon compounds with like properties and mixtures
thereof. In addition the drive medium may have advantageously
admixed therein, preferably less than 1 percent by weight, for
example 0.2 percent of the drive medium, of a lubricant which
is stable and inert in the drive medium and liquid at the
pressures and temperatures encountered in the network, for
example, the fluorosilicone lubricants. The pressures and
temperatures are regulated to the desired values in the manner
described in the above identified British and USA patent
specifications.
Considering now the
operation of the prime mover system described above, under
normal forward low torque operating conditions the valve 23 is
adjusted to provide communication between only ports 22a and
22c, the valve 23 is adjusted to interconnect ports 23a, 23b
and 23c and valve 24 is adjusted to interconnect ports 23a,
23b and 23c and valve 24 is adjusted to interconnect valve
ports 24a to 24c and 24b to 24d. The drive medium is heated
just to the point of nucleated boiling in heater 26 and
expanded in chamber 32 to produce vapor and liquid fractions.
Part of the liquid fraction is recirculated by pump 36 to the
heater 26 and part through valve 37 where it is admixed with
the vapor from chamber 32 flowing through valve 34. It should
be noted that the flow of the liquid drive medium from chamber
32 may be completely returned to the heater 26 and none
admixed with the vapor. The drive vapor, with or without any
drive medium liquid enters engine 10 through conduit A, and
causes the rotation of rotors 16 and 17, by reason of the
pressure and expansion of the vapor, assisted by the
evaporating liquid, as earlier explained, and the reaction to
the inlet flow to the drive medium. Since there is an early
cut of the inlet of conduit A a relatively small amount of the
drive medium enters the successive engine cylinders with a
resulting high expansion ratio and low torque. The engine
exhausts through conduits C and D and the exhaust flows
through valves 23 and 24 and is cooled and liquefied in
condenser 30 and stored in reservoir 29 from which it is
pumped by pump 28 to the input of heater 26. If a greater
engine output torque is desired valve 22 is adjusted to open
ports 22a and 22b so that drive medium is delivered by
conduits A and B to delay the vapor cut off point to a larger
engine expansion and deliver a greater amount of drive medium
to successive chambers and hence reduce the expansion ration
and increase the engine output torque. The engine rotation is
reversed merely by adjusting valve 24 so that ports 24a and
24b communicate with ports 24d and 24c respectively, the
engine 10 operating reversely in a manner similar to its
forward operation except that conduits A and B are now exhaust
and C and D feed conduits. The engine speed may be varied by
adjusting the throttle valve 34. The lubricant carried by the
drive medium is circulated as described earlier.
The optimum
operating parameters of the drive medium throughout the
circuit and the engine expansion ratios depend on the specific
drive medium and the use of liquid drive medium with the
vapor. Thus expansion ratios of 1:1.5 to 1:20 are highly
effective with expansion rations of 1:3 to 1:10 being
preferred in the absence of injected liquid drive medium.
Where employed, the optimum ratio of liquid drive medium to
the vapor drive medium and the optimum engine expansion ratios
depend on the particular drive medium employed and other
parameters and may be readily determined.
Advantageously the
drive medium temperatures and pressures are 90° C to 325° C
and 45 psia to 1000 psia at the engine inlet, 25° C to 150° C
and 5 psi to 250 psia at the engine exhaust, 25° C to 150° C
and 5 psia to 250 psia at the condenser outlet and 25° C to
150° C and 45 psia to 1000 psia at the heater inlet. The
following is given by way of illustration of specific
operating parameters which may be employed with the working
fluids or drive mediums specified:

The desired
operating parameters may be achieved in the manner described
in the above identified British and US patent specifications.